
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
韶关订制冷冲模胚厂家,最开始要管控的是品质。生产制造的在快,品质出难题,努力白费,还得提高成本费用,交期延迟。因而一定得把首样做好在生产制造。即便造成难题都不易有多情况严重。在有一点便是合理的排程表表计划方案。很多厂全是有做计划,但非常容易忽略便是冷冲模胚的特点务必的机械设备,调颜色的先后,这都是非常容易出品质难题,使交期时间延迟。模具产品注塑厂,而大伙儿也只务必能控制好这两个层面。品质和交期全是会做的很好。
塑料在常温状态是玻璃态,若加温则变为弹力棉态,从而变为粘流态,进而具备优质的延展性,韶关订制冷冲模胚厂家可以用很多高生产效率的成形方式来生产制造商品,那样便能节省原材料﹑节省施工时间,简单化加工工艺全过程,且对人力技朮规定低,易机构批量生产。1.收缩率或称缩水率。设计方案前一定先问供应商的缩水率,冲压模具时选用测算收缩率=常温下模貝规格-常温下塑料件规格;2.冷冲模胚比容和压缩系数。3.流动性。是塑料成型中一个很重要的要素,流动性好的易毛多边,设计方案时相互配合的空隙,气槽的深层等要依据不一样原材料的流动性设计方案规格。4.吸湿性。能源性及挥发性有机物成分。吸湿的塑料有的在塑料成形后立即放于水里让它吸满水时再开展应用,有的塑料吸湿性尤其大,占比有1:100。5.晶形。6.地应力裂开及熔血液裂。7.定形速率。

1.韶关订制冷冲模胚导柱损害。导柱在模具中关键起导向性功效,以确保型芯和凹模的成形面在一切状况下互相碰撞,不可以以导柱做为承受力件或精准定位件用。在下列几类状况下,注入时动,定模将造成极大的侧面偏移力:(1).塑件壁厚规定不匀称时,料商品流通过厚壁管处速度大,在这里造成很大的工作压力;(2).塑件侧边不一样,如梯形分型面的模具,相对性的两边面所受的反工作压力不相同。2.订制冷冲模胚动、定模偏移。大中型模具,因各向充料速度不一样,及其在装模时受模具自身重量的危害,造成动﹑定模偏移。在所述几类状况下,注入时侧面偏移力将加进导柱上,出模时导柱表层压光,损害,比较严重时导柱弯折或断开,乃至没法出模。为了更好地处理之上难题,在模具分型表面加设高韧性的精准定位键四面各一个,简单合理的是选用圆柱体键。导柱孔与分模面的平整度尤为重要。在生产加工时是选用动、定模指向部位夹持后,在铣床上一次镗完,那样可确保动、定模孔的同轴度,并使平整度误差值最少。除此之外,导柱及导柱的热处理工艺强度尽量做到设计方案规定。

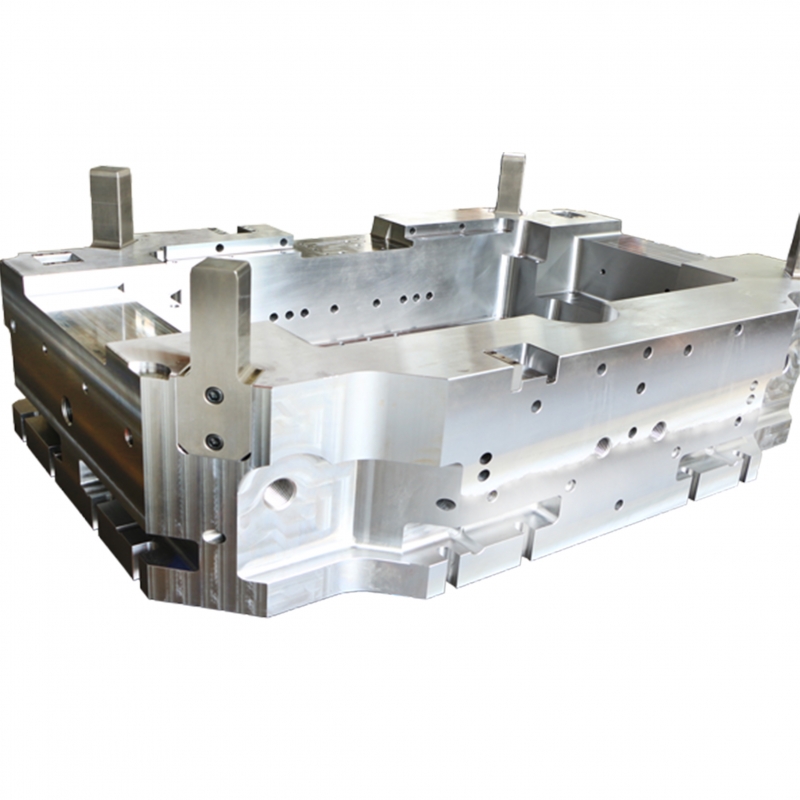
模具除其自身外,还必须模座、模胚、模仁造成 制品压射设备等,这种构件一般都做成通用性。模具企业必须做大做精,要依据市场的需求,及技术性、资产、机器设备等标准,明确市场定位和产品定位,这种作法特别是在非常值得中小型模具企业学习培训和借鉴,多管齐下逐步形成自身的技术性优点和品牌优势。因此 ,在我国冷冲模胚厂家务必积极主动勤奋借鉴海外这种公司的工作经验,便于其将来更强的发展趋势。模具(mújù),工业化生产上用于注塑加工、注塑、挤压、铝压铸或铸造成型、冶炼厂、冲压模具等方式获得所需商品的各种各样模板和工具。简单点来说,冷冲模胚是用于制做成型物件的工具,这类工具由各种各样零件组成,不一样的模具由不一样的零件组成。

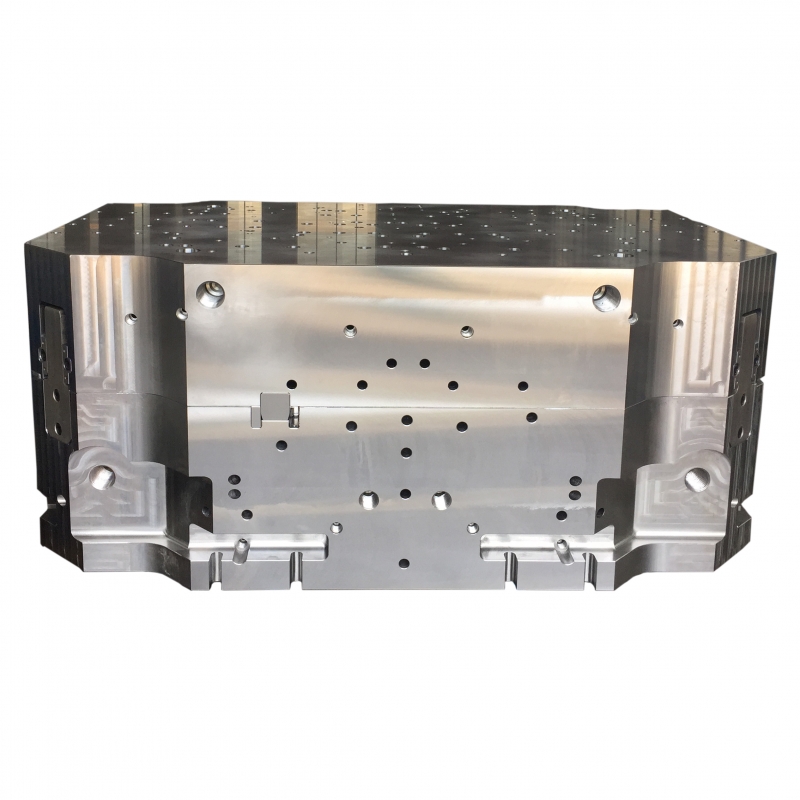
硅胶模具的原材料是模具硅胶,一般构造是有:基胶、偶联剂、金属催化剂、填料和防腐剂五个组分组成,而实际上基胶、偶联剂和填料为一个组分,金属催化剂被独立做为一个组分,这也就是为何模具硅胶是双组份室内温度硅橡胶的来历。韶关订制冷冲模胚的构造关键包含由凹模组合基钢板、凹模部件和凹模组合木卡板构成的具备可变性凹模的凹模,由凸模组合基钢板、凸模部件、凸模组合木卡板、凹模断开部件和侧截组合板构成的具备可变形芯的凸模。为了更好地提升冷冲模胚的特性,也要在高聚物中加上各种各样辅材,如填料、增粘剂、润滑液、增稠剂、添加剂等。
 浙公网安备33028102001637号
浙公网安备33028102001637号



