
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

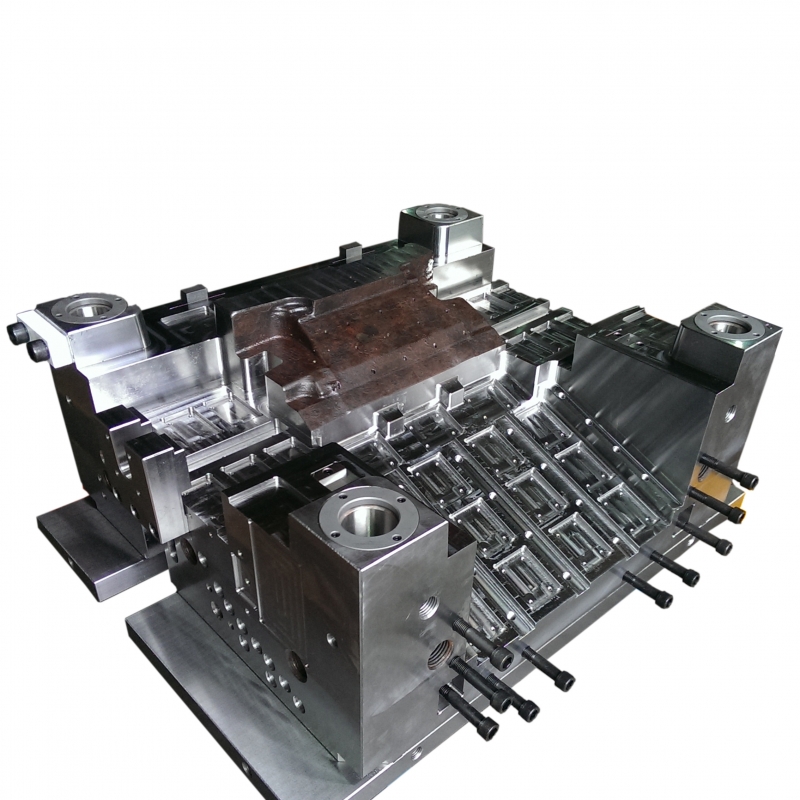
1.常州订制冷冲模胚导柱损害。导柱在模具中关键起导向性功效,以确保型芯和凹模的成形面在一切状况下互相碰撞,不可以以导柱做为承受力件或精准定位件用。在下列几类状况下,注入时动,定模将造成极大的侧面偏移力:(1).塑件壁厚规定不匀称时,料商品流通过厚壁管处速度大,在这里造成很大的工作压力;(2).塑件侧边不一样,如梯形分型面的模具,相对性的两边面所受的反工作压力不相同。2.订制冷冲模胚动、定模偏移。大中型模具,因各向充料速度不一样,及其在装模时受模具自身重量的危害,造成动﹑定模偏移。在所述几类状况下,注入时侧面偏移力将加进导柱上,出模时导柱表层压光,损害,比较严重时导柱弯折或断开,乃至没法出模。为了更好地处理之上难题,在模具分型表面加设高韧性的精准定位键四面各一个,简单合理的是选用圆柱体键。导柱孔与分模面的平整度尤为重要。在生产加工时是选用动、定模指向部位夹持后,在铣床上一次镗完,那样可确保动、定模孔的同轴度,并使平整度误差值最少。除此之外,导柱及导柱的热处理工艺强度尽量做到设计方案规定。

A.试件前,先查验订制冷冲模胚是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制冷冲模胚所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.

五个动模和定模。订制冷冲模胚和压铸件中有一边是固定不变的,叫定模。动模即动态性仿真模拟,是根据在RTDS(即时数据模拟仿真装置)或具体等价系统软件上仿真模拟具体供电系统的各种各样运行工作状况及常见故障情况,对在供电系统中运行的维护和操纵装置的作用和特性开展考评,以保证维护和操纵装置在现场的靠谱运行的实验。常州订制冷冲模胚就是指在一定温度范转内能够变软至熔融流动性制冷后又能干固成一定样子的塑胶。这一全过程可不断开展数次。(1)本质(构造):线形式带碳键的高分子材料化学物质。(2)优势:不错的物理力学特性,非常容易成形。(3)缺陷:一般耐温性和刚度都较为差(极少数商品以外)。(4)典型性种类:PE高压聚乙烯;PP聚丙稀;PS聚乙烯。聚氨酯弹性体就是指环氧树脂在加温全过程中产生化学变化,由线型高分子材料变为身材高分子式,自此受热已不熔融,都不溶解溶剂,假如加温温度过高,只有碳化。
合理管理方法的开展商品数据管理、加工工艺数据管理、图纸文档管理:开展合理的模具商品数据管理、加工工艺数据管理、图纸文档管理、能够确保文档的整体性,冷冲模胚图纸版本的一致性;使到图纸能做到合理共享资源和合理的查看利用。能够创建详细的文档管理电子计算机数据库查询,将技术部累积的设计方案图纸、撒落的、将之前分散化、防护的信息内容梳理集中化起來利用,防止因为设计图纸档,2d、3d错乱,初始、设变、检修版本错乱、3d模型和2d图纸数据信息的不一致,2d图纸设计方案的不标准、错乱而导致有什么问题不容易被及时处理和立即改正,导致订制冷冲模胚要改动和返修,乃至废止,提升模具的制造成本,延长模具生产制造生产周期,危害纳期。
常州订制冷冲模胚厂家铣削整个过程至少应分为三个工艺流程类型:粗加工、半精加工和精加工,有时甚至也是有超精加工(绝大部分是髙速钻削应用)。含量钻削当然是在半精加工工艺流程后为精加工而准备充分的。在每一个工艺流程上面应继续努力为下一个工艺流程留出遍布匀称的容积,这一点十分重要。倘若数控刀片绝对路径的方向和工作上负载很少有快速的变化,订制冷冲模胚的使用期限就将会提升,并更加可预测分析剖析。倘若将会,就应在专业设备上进行精加工工艺流程。这会在更短的调整和安裝時间内提高模具的图形精度和质量。
 浙公网安备33028102001637号
浙公网安备33028102001637号



