
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

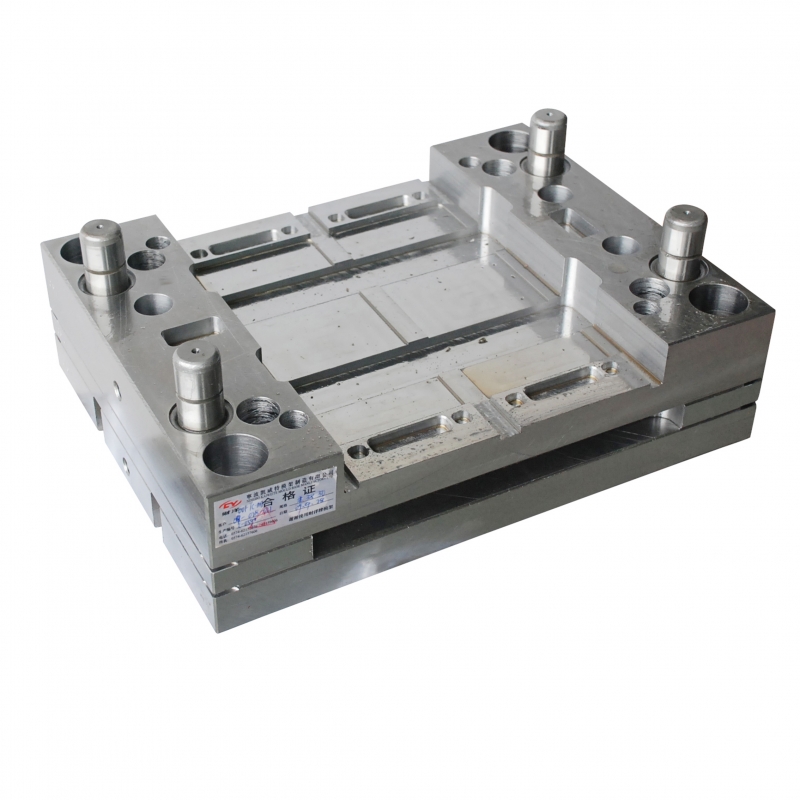
运城订制标准模架模具架重要由四一部分构成:上模座,下模座,定位销,导柱;模座。属于标件,根据生产制造务必选择合适的不锈钢板,对其弯曲应变,变形指数值等物理学特性有要求。1、模座模样分为环状和矩形。2、带模柄的标准模架。可根据冲压机床的状况,生产制造一种或几种型号规格的实用性模柄,接着按零件状况做成凸、凹模。对一般自动冲孔机、落料、弯曲、简单的拉深、校形等,均可采用该类方法。多见于大批小而类型多的五金冲压件生产制造。

1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、运城订制标准模架成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制标准模架各一部分的抗压强度要用心剖析,测算成型零件工作中规格。
A.试件前,先查验订制标准模架是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制标准模架所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.
1、运城订制标准模架厂家大批量的尺寸实验用,模具生产量钟头,可选用木料或环氧树脂开展生产制造。可是,假如实验用模具是为了更好地得到制品相关收拢、尺寸稳定性及循环系统時间等的数据信息时,应当应用单凹模模具来实验,且可以为保其能在生产制造标准下应用。模具一般用熟石膏、铜、铝或铝-钢铝合金生产制造,非常少采用铝-环氧树脂。2、几何图形样子设计,设计时,常常要综合性考虑到尺寸稳定性及工艺性能。比如,制品设计和尺寸稳定性规定选用阳模(型腔),可是标准模架表层规定光滑度较高的制品却规定应用阳模(模座),这样一来,塑料件购买方要综合性充分考虑这两个方面,以使制品能在不错标准下开展生产制造。工作经验证实,不切合实际生产加工标准的设计通常是不成功的。
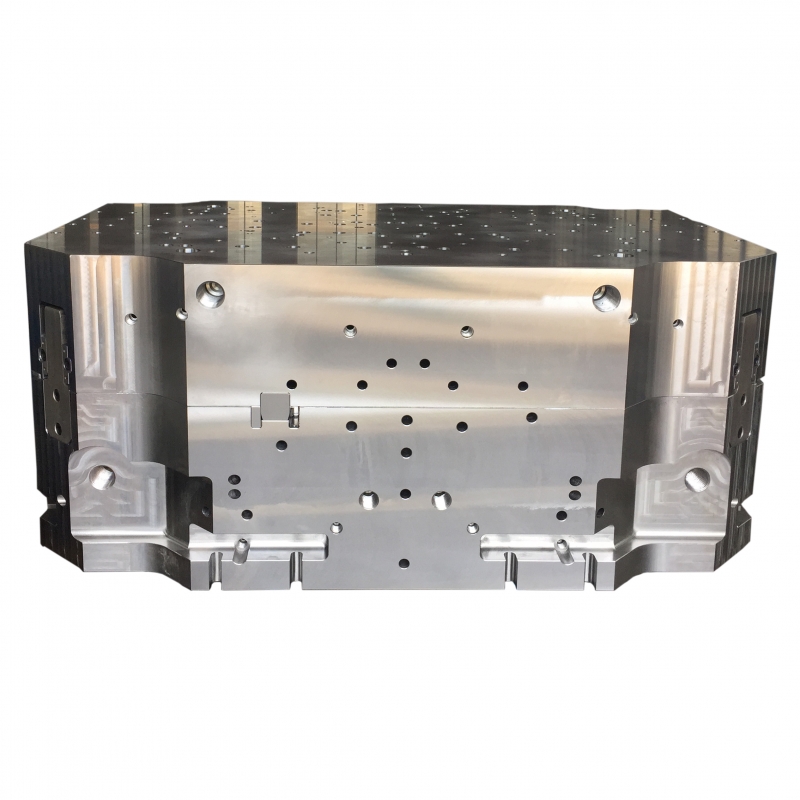
运城订制标准模架的构造尽管因为塑料种类和特性、塑料产品的样子和构造及其注塑机的种类等不一样而很有可能千姿百态,可是基础构造是一致的。模貝关键由浇注系统软件、控温系统软件、成形零件和构造零件构成。在其中浇注系统软件和成形零件是与塑料直接接触一部分,并随塑料和产品而转变,是模具中最繁杂,转变较大 ,规定标准模架厂家生产加工光滑度和精密度最大的一部分。塑料模具由动模和定模两一部分构成,动模安裝在注入成形机的挪动模板上,定模安裝在注入成形机的固定模板上。在注入成形时动模与定模合闭组成浇注系统软件和凹模,出模时动模和定模分离出来便于取下塑料产品。

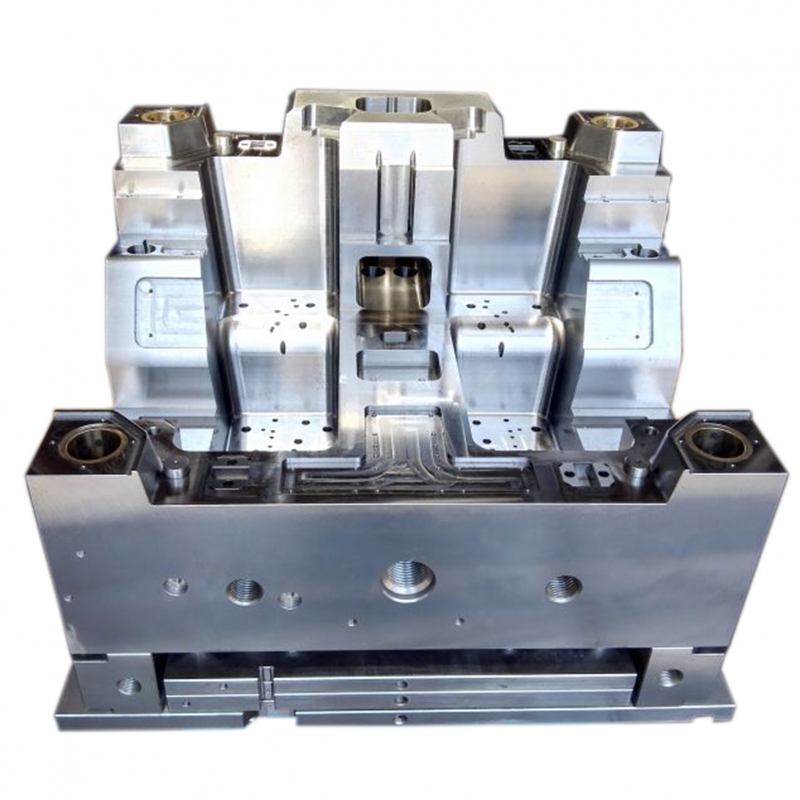
运城标准模架设计要考虑到的结构因素有:①分析面,即模具合闭时型腔与模座互相配合的触碰表面。它的部位和方式的选中,受产品样子及外型、壁厚、成形方式、后制作工艺、模具种类与结构、出模方式及成形机结构等要素的危害。②结构件,即繁杂模具的导轨滑块、斜导柱、直顶块等。结构件的设计十分重要,关联到运城订制标准模架的使用寿命、生产加工周期时间、成本费、产品品质等,因而设计繁杂模具关键结构对设计者的综合能力规定较高,尽量追求完美更简单、更经久耐用、更经济发展的设计计划方案。③模具精密度,即避卡、精精准定位、定位销、定位销等。
 浙公网安备33028102001637号
浙公网安备33028102001637号



