
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
在我们收到一副订制出口模架需定样试模时,大家一直期盼能早一些试出一个結果且祈祷全过程成功以防消耗施工时间并导致困惑.但在这里大家务必提示二点:A.模具在设备一开启就对模具开展查验,确认模具全部的组织是不是成功,假如难题马上终止动作以防多余的比较严重后,没有问题往复式动作多开展几回,开展下一个动作.B.开展射出去动作前,对模具锁力确认,第一模制成品只有射到八成饱模.没有问题时以一切正常条件试,确认试品合乎顾客规范,再开展下一个动作高压低压检测,髙压在一切正常的条件下高20PMa底压在一切正常条件下低10PMa.来开展临汾订制出口模架的剖析,请记全部的动作一定低压低带逐渐开展.

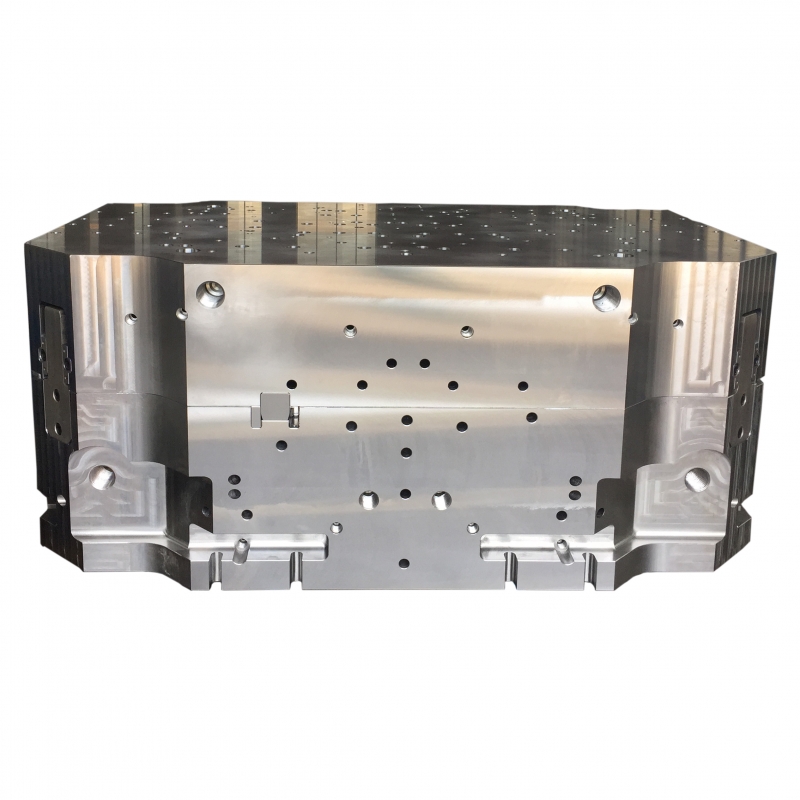
临汾订制出口模架是压铸模具之半产品产量,由各种各样不一样的厚钢板相互配合零件构成,能够说成全套压铸模具的框架。因为压铸模架及压铸模具所涉及到的生产加工有非常大差别,压铸模具制造商会挑选向压铸模架制造商购买模胚,利用彼此的生产优点,以提升总体生产品质及高效率。历经很多年的发展趋势,压铸模架生产领域已非常完善。压铸模具制造商除可按某些压铸模具要求,选购订制压铸模架外,也可挑选规范化压铸模架商品。规范压铸模架样式多样化,并且配送時间较短,乃至即买即用,为临汾订制出口模架厂家出示更高的延展性。因而规范压铸模架的常识性正持续提升。

因为塑料和塑料成型领域的发展,对临汾出口模架的品质规定愈来愈高,因而塑料模具的无效以及影响因素变成一个关键的课题研究。塑料模具的关键工作中构件是成型件,如冲针和冲压模具,他们产生塑料模具的凹模,产生塑料零件的各种各样表面,并与塑料直接接触,承受力、温度、磨擦和浸蚀的功效。临汾订制出口模架钢的特性规定伴随着加工制造业的迅速发展,塑料模具是塑料成型生产加工中不能缺乏的专用工具,其在模貝总产值中的比例逐渐提升。伴随着性能卓越塑料的发展和持续生产制造,塑料商品的类型愈来愈多,主要用途愈来愈广,商品愈来愈繁杂、进口替代和复杂。伴随着成型生产制造向髙速发展,模貝的工作中标准愈来愈繁杂。
一、压人式模柄:规范出口模架的压人式模柄是大伙儿最普遍的,一般都是在在安裝模座固定不变板和保护层垫块之莳直先将模柄压人模座内,压人时,将等值线保护层垫块放进综合服务平台上,用冲压机床将模柄压人下模座1/3互相配合面,检验、校正其对下模座的垂直度后,全部压人模座内,最后检查模柄圆上与下模座上平面设计图的垂直度,其误差不超0.05mmo模柄垂直度经检查合格后在生产生产加工骑缝章销钉孔或螺钉螺孔,并将销钉或镙丝放进孔边。最后将内螺纹在数控磨床上磨掉。二、旋人式与凸台式一体机模柄:旋人式模柄依据英制螺纹马上旋人上模座,出口模架在检查模柄垂直度合格后,需生产制造骑缝章丝孔,并放进镙丝,除保证精度级别外,还可舫止模柄工作上转动.凸台式一体机模柄马上用3~4个内六角螺钉固定不变在上模座的沉孔内。

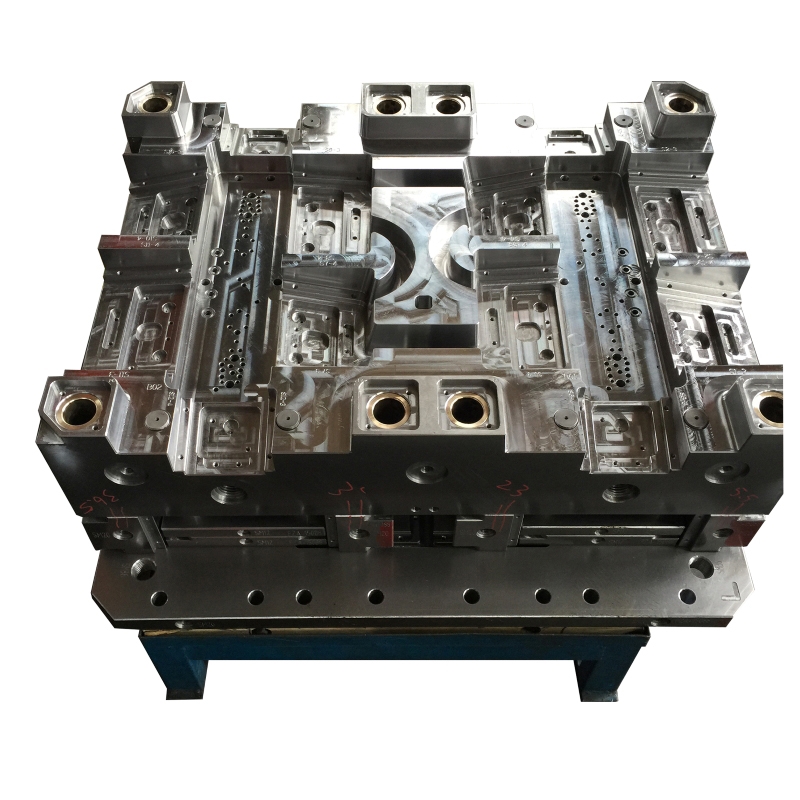
1.临汾订制出口模架动模板弯折。模具在注入时,模芯内熔化塑胶造成极大的反工作压力,一般在600~1000KG/公分²。模具制作者有时候不高度重视此难题,通常更改原设计方案规格,或是把动模板用低抗压强度厚钢板替代,再用顶杆顶料的模具中,因为两边座跨度大,导致注入时模板下弯。故动模板务必采用高品质不锈钢板材,要有充足薄厚,切勿用A3等低抗压强度厚钢板,在必需时,应在动模板下边设定支撑点柱或支撑点块,以减少模板薄厚,提升承载力。2.出口模架冷却欠佳或水路渗水。模具的冷却实际效果立即危害产品的品质和生产率,如冷却欠佳,产品收缩大,或收缩不匀称而出現翘面形变等缺点。另一方面模总体或部分超温,使模具不可以一切正常成形而停工,情况严重使顶杆等主题活动件热膨胀卡住而毁坏。冷却系统软件的设计方案,生产加工以商品样子而定,不必由于模具构造繁琐或生产加工艰难而省掉这一系统软件,尤其是大中小型模具一定要考虑到冷却难题。
 浙公网安备33028102001637号
浙公网安备33028102001637号



