
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
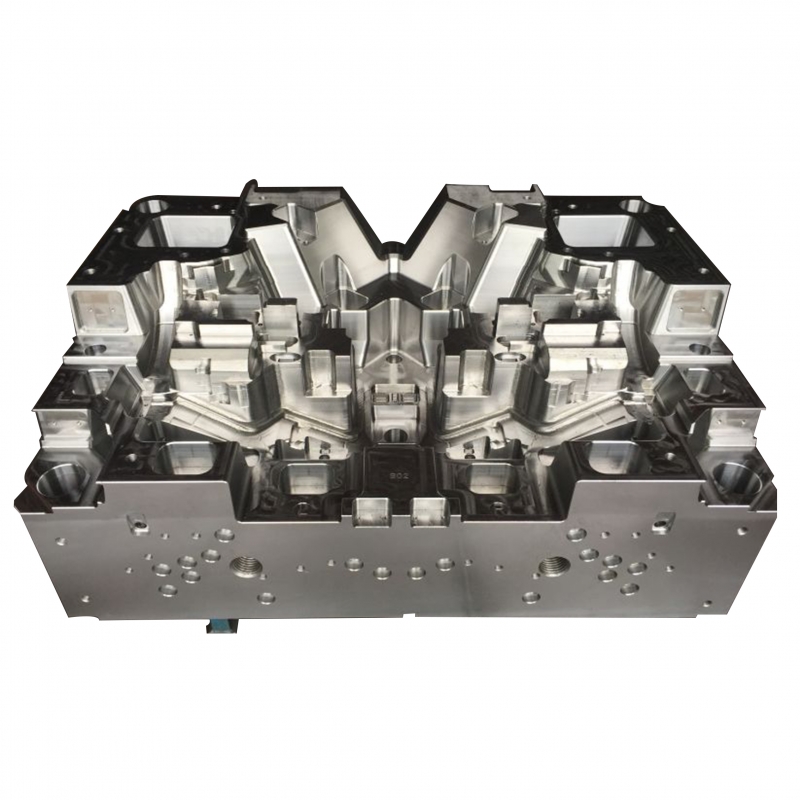
1.江门订制模胚动模板弯折。模具在注入时,模芯内熔化塑胶造成极大的反工作压力,一般在600~1000KG/公分²。模具制作者有时候不高度重视此难题,通常更改原设计方案规格,或是把动模板用低抗压强度厚钢板替代,再用顶杆顶料的模具中,因为两边座跨度大,导致注入时模板下弯。故动模板务必采用高品质不锈钢板材,要有充足薄厚,切勿用A3等低抗压强度厚钢板,在必需时,应在动模板下边设定支撑点柱或支撑点块,以减少模板薄厚,提升承载力。2.模胚冷却欠佳或水路渗水。模具的冷却实际效果立即危害产品的品质和生产率,如冷却欠佳,产品收缩大,或收缩不匀称而出現翘面形变等缺点。另一方面模总体或部分超温,使模具不可以一切正常成形而停工,情况严重使顶杆等主题活动件热膨胀卡住而毁坏。冷却系统软件的设计方案,生产加工以商品样子而定,不必由于模具构造繁琐或生产加工艰难而省掉这一系统软件,尤其是大中小型模具一定要考虑到冷却难题。

注射模、压缩模、传送模、挤压模、吹塑模、热成形模等。注射模,规格高精度、高效率、不可以生产加工流通性差的才料。订制模胚压缩模,密实度性好、能生产加工流通性差的才料、高效率低、精密度低、机器设备简易。传送模,有注射和压缩的优势,但高效率较低,维护保养繁杂。吹塑,用于生产制造大容量薄壁零件,如口带、玻璃瓶。挤压,用于生产制造仅有平面图规格,长短较长的零件,如管道、电缆线皮。热成形,订制模胚用于生产制造大张口的薄壁商品,如一次性塑料饭盒、一次性塑料杯等。

1、分析面,即模胚合闭时型腔与模座互相配合的触碰表面。它的部位和方式的选中,受产品样子及外型、壁厚、成形方式、后制作工艺、模具种类与结构、出模方式及成形机结构等要素的危害。2、结构件,即繁杂模具的导轨滑块、斜导柱、直顶块等。结构件的设计方案十分重要,关联到订制模胚的使用寿命、生产加工周期时间、成本费、产品品质等,因而设计方案繁杂模具关键结构对设计师的综合能力规定较高,尽量追求完美更简单、更经久耐用、更经济发展的方案设计。
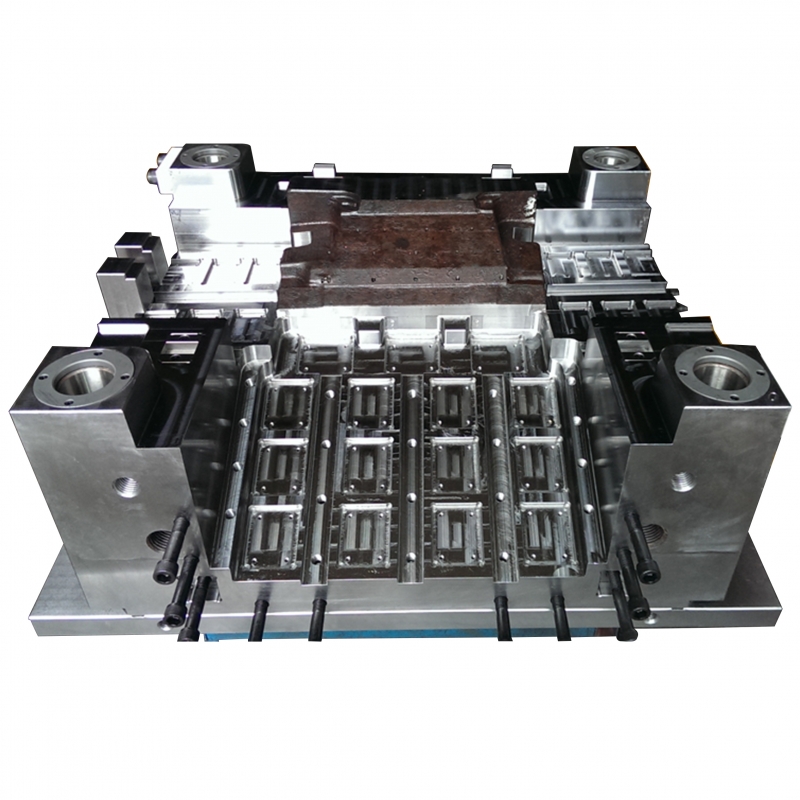
1、模胚必须开展热处理方法,提升它的硬度,确保有更厚啊的弯曲刚度。由于模具的应用的情况下会遭受很大的工作压力和滑动摩擦力,务必要确保模具样子及其规格的精密度可靠性,才能够确保模架可以应用更久的時间。而危害模具模架的耐磨性能有非常大的层面是因为遭受钢材之中的成分及其热处理工艺硬度的危害,因此当模具模架硬度提升了之后,它也便会有更为出色的耐磨性能了。2、钻削生产加工会对模具模架的特性有较长的危害,为了更好地让切削工具能够应用的更久,确保优良的加工性和减少表面粗糙度,在模具模架之中一定要应用适合的钢材。3、在江门订制模胚之中的应用的钢材务必要适度的开展打磨抛光解决,使它的表层更为的光洁,钢材之中的残渣不可以过多,在打磨抛光的情况下不容易有黑点及其橘皮状的难题出現等
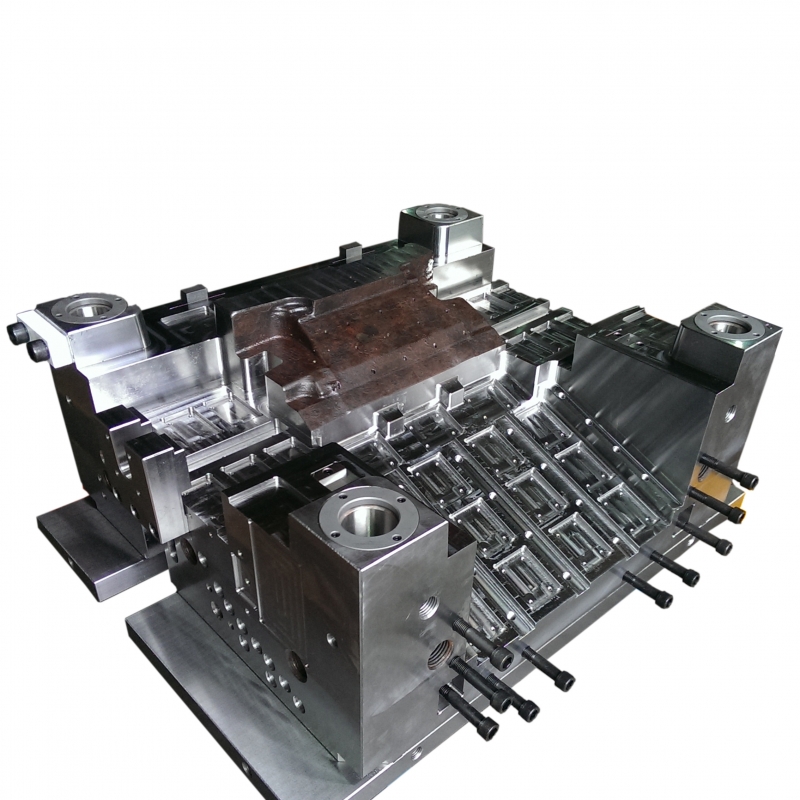
一、模座。属于标准件,依据市场的需求选择合适的不锈钢板,对其弯曲应变,变形指数值等物感特点有要求。1、模座造型设计分爲环状和矩形。2、带模柄的模座。可依据冲压机床的状况,生产加工一种或几种型号规格的实用性模柄,接着按零件状况做成凸、凹模。对一般自动冲孔机、落料、弯曲、复杂的拉深、校形等,均可采用该类方式。多见于大批小而种类多的五金冲压件消费。二、定位销和定位销。是江门订制模胚厂家正确对待模具日程安排的主导性电子器件。标准模架生产线设备次序是数控车床,数控磨床,刨床。数控车床,磨床加工6个面光亮至标准规格型号。刨床将模架上的细腻度要求不太高的孔:如螺丝孔、起重吊钩孔开洞,攻牙。一副订制模胚最根本的要求就是规定完满脱模。

1.江门订制模胚导柱损害。导柱在模具中关键起导向性功效,以确保型芯和凹模的成形面在一切状况下互相碰撞,不可以以导柱做为承受力件或精准定位件用。在下列几类状况下,注入时动,定模将造成极大的侧面偏移力:(1).塑件壁厚规定不匀称时,料商品流通过厚壁管处速度大,在这里造成很大的工作压力;(2).塑件侧边不一样,如梯形分型面的模具,相对性的两边面所受的反工作压力不相同。2.订制模胚动、定模偏移。大中型模具,因各向充料速度不一样,及其在装模时受模具自身重量的危害,造成动﹑定模偏移。在所述几类状况下,注入时侧面偏移力将加进导柱上,出模时导柱表层压光,损害,比较严重时导柱弯折或断开,乃至没法出模。为了更好地处理之上难题,在模具分型表面加设高韧性的精准定位键四面各一个,简单合理的是选用圆柱体键。导柱孔与分模面的平整度尤为重要。在生产加工时是选用动、定模指向部位夹持后,在铣床上一次镗完,那样可确保动、定模孔的同轴度,并使平整度误差值最少。除此之外,导柱及导柱的热处理工艺强度尽量做到设计方案规定。
 浙公网安备33028102001637号
浙公网安备33028102001637号



