
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

1、分析面,即出口模架合闭时型腔与模座互相配合的触碰表面。它的部位和方式的选中,受产品样子及外型、壁厚、成形方式、后制作工艺、模具种类与结构、出模方式及成形机结构等要素的危害。2、结构件,即繁杂模具的导轨滑块、斜导柱、直顶块等。结构件的设计方案十分重要,关联到订制出口模架的使用寿命、生产加工周期时间、成本费、产品品质等,因而设计方案繁杂模具关键结构对设计师的综合能力规定较高,尽量追求完美更简单、更经久耐用、更经济发展的方案设计。

注射模、压缩模、传送模、挤压模、吹塑模、热成形模等。注射模,规格高精度、高效率、不可以生产加工流通性差的才料。订制出口模架压缩模,密实度性好、能生产加工流通性差的才料、高效率低、精密度低、机器设备简易。传送模,有注射和压缩的优势,但高效率较低,维护保养繁杂。吹塑,用于生产制造大容量薄壁零件,如口带、玻璃瓶。挤压,用于生产制造仅有平面图规格,长短较长的零件,如管道、电缆线皮。热成形,订制出口模架用于生产制造大张口的薄壁商品,如一次性塑料饭盒、一次性塑料杯等。

(1)当一新模芯逐渐生产加工时,先要查验订制出口模架工件表面,用汽油清理整洁表面,使磨刀石面不容易沾到废弃物造成 丧失钻削的作用。(2)研粗纹时要按先难后容易的次序开展,尤其一些难研的盲区,较深底端要先研,(3)一部分工件很有可能有多份组拼在一起研光,要先各自研单独工件的粗纹或火纹路,后将全部工件拼齐研至光滑。(4)大平面图或侧平面图的工件,用食油石研去粗纹后再用竖直的钢片做透光性检验,查验是不是有高低不平或倒扣的欠佳状况出現,若有倒扣则会造成 制件出出口模架艰难或制件挫伤。(5)为避免留意模貝工件研出倒扣或有一些迎合面需维护的状况,能用木工锯片黏贴或用打磨砂纸贴在旁边,那样可获得理想化的维护实际效果。

一、压人式模柄:规范出口模架的压人式模柄是大伙儿最普遍的,一般都是在在安裝模座固定不变板和保护层垫块之莳直先将模柄压人模座内,压人时,将等值线保护层垫块放进综合服务平台上,用冲压机床将模柄压人下模座1/3互相配合面,检验、校正其对下模座的垂直度后,全部压人模座内,最后检查模柄圆上与下模座上平面设计图的垂直度,其误差不超0.05mmo模柄垂直度经检查合格后在生产生产加工骑缝章销钉孔或螺钉螺孔,并将销钉或镙丝放进孔边。最后将内螺纹在数控磨床上磨掉。二、旋人式与凸台式一体机模柄:旋人式模柄依据英制螺纹马上旋人上模座,出口模架在检查模柄垂直度合格后,需生产制造骑缝章丝孔,并放进镙丝,除保证精度级别外,还可舫止模柄工作上转动.凸台式一体机模柄马上用3~4个内六角螺钉固定不变在上模座的沉孔内。
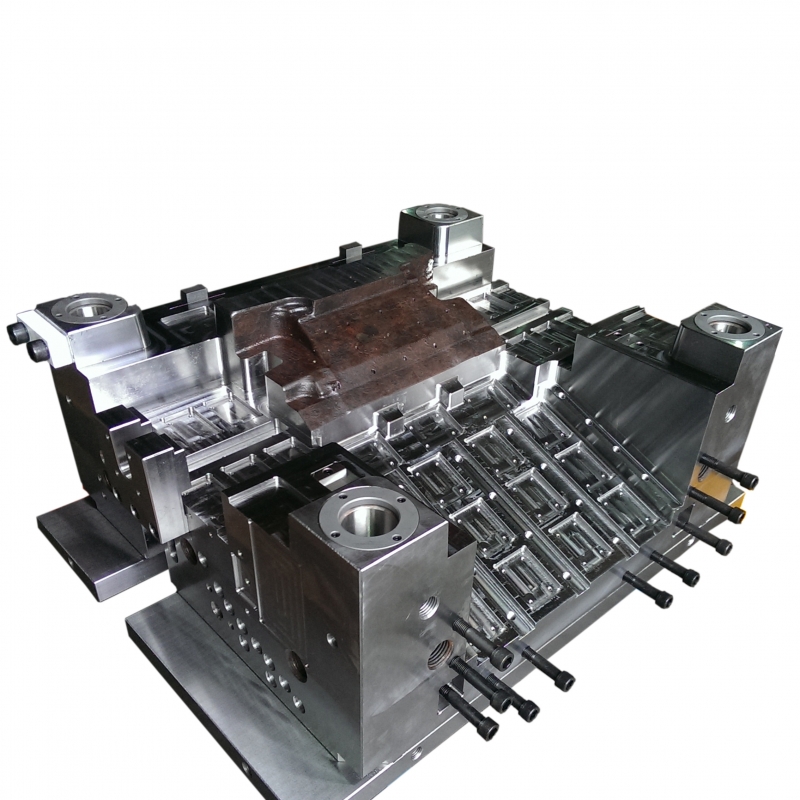
模具除其自身外,还必须模座、模胚、模仁造成 制品压射设备等,这种构件一般都做成通用性。模具企业必须做大做精,要依据市场的需求,及技术性、资产、机器设备等标准,明确市场定位和产品定位,这种作法特别是在非常值得中小型模具企业学习培训和借鉴,多管齐下逐步形成自身的技术性优点和品牌优势。因此 ,在我国出口模架厂家务必积极主动勤奋借鉴海外这种公司的工作经验,便于其将来更强的发展趋势。模具(mújù),工业化生产上用于注塑加工、注塑、挤压、铝压铸或铸造成型、冶炼厂、冲压模具等方式获得所需商品的各种各样模板和工具。简单点来说,出口模架是用于制做成型物件的工具,这类工具由各种各样零件组成,不一样的模具由不一样的零件组成。
 浙公网安备33028102001637号
浙公网安备33028102001637号



