
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
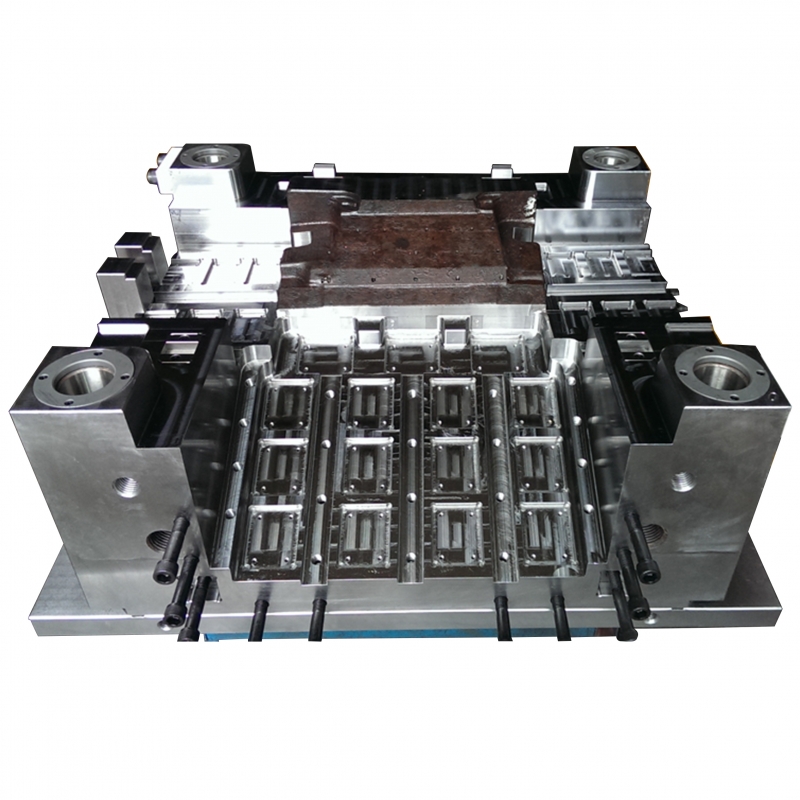
历经剖析恰好是,应力是造成杭州订制塑胶模架损坏的关键缘故,而应力来自许多 便捷,包含机械设备、有机化学、实际操作冲击性等全是。为了更好地减少塑料模具损坏的概率,在模具制造生产制造全过程中,一定要操纵好毛胚煅造品质。在对塑料模具开展车、铣、刨等终生产加工时,能够根据正中间淬火的方法清除生产加工造成的钻削应力。值得一提的是,订制塑胶模架在开展淬火钢磨削会造成磨削应力和磨擦热,造成变软层、渗碳层,减少了热疲劳极限,非常容易造成 热裂、初期裂痕。
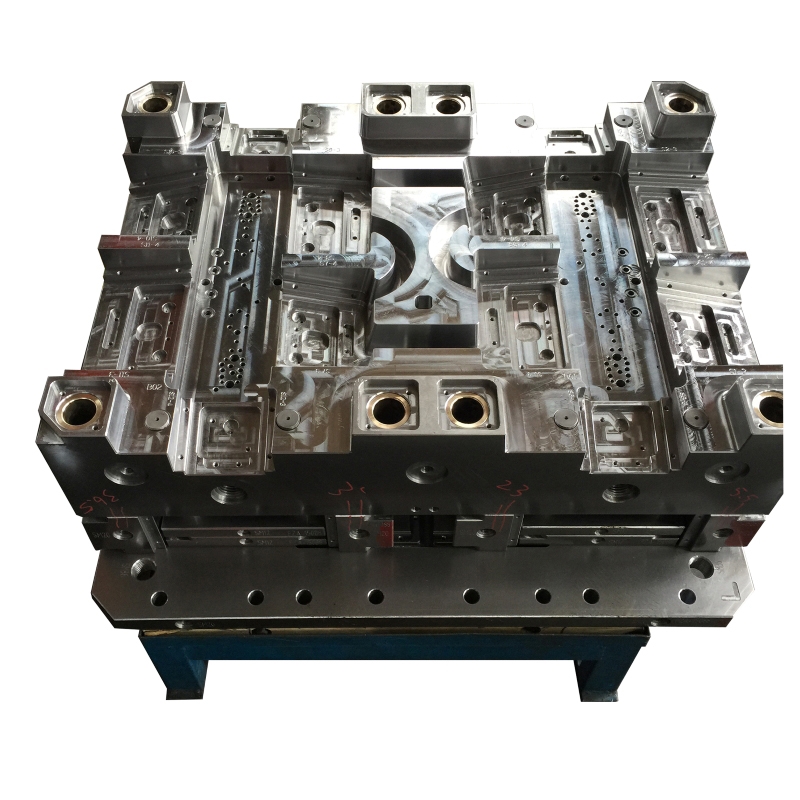
成型方法-可从二种基本原料类型中选择。A)热处理工艺合金钢,它能担负模铸、煅造和挤压成型成型时的相对高的温度。B)冷拔合金钢,订制塑胶模架用以切料和裁剪、冷成型、热锻、冷锻和粉状冲装成型。塑料-一些塑料会导致浸蚀副产品,例如PVC塑料。长期性的停工导致的冷疑、浸蚀乙炔气体、酸、致冷/升温、水或储存规范等因素也会导致腐蚀。在这类情况下,极力推荐运用不锈钢板的订制塑胶模架厂家。磨具规格型号-规格很大磨具常常运用预硬钢。整体淬硬钢常常用以小规格型号磨具。

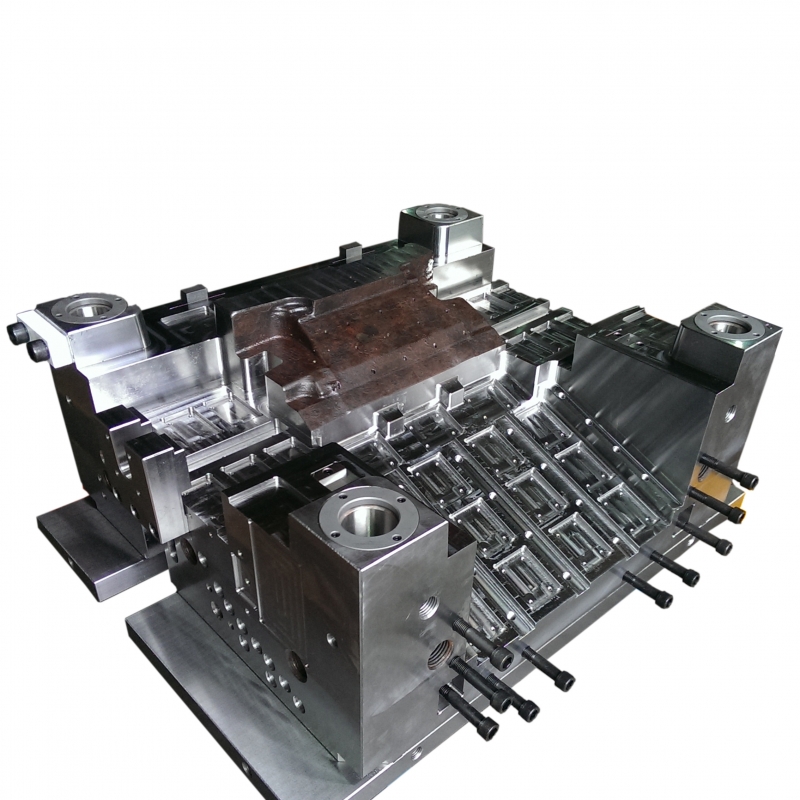
1.杭州订制塑胶模架动模板弯折。模具在注入时,模芯内熔化塑胶造成极大的反工作压力,一般在600~1000KG/公分²。模具制作者有时候不高度重视此难题,通常更改原设计方案规格,或是把动模板用低抗压强度厚钢板替代,再用顶杆顶料的模具中,因为两边座跨度大,导致注入时模板下弯。故动模板务必采用高品质不锈钢板材,要有充足薄厚,切勿用A3等低抗压强度厚钢板,在必需时,应在动模板下边设定支撑点柱或支撑点块,以减少模板薄厚,提升承载力。2.塑胶模架冷却欠佳或水路渗水。模具的冷却实际效果立即危害产品的品质和生产率,如冷却欠佳,产品收缩大,或收缩不匀称而出現翘面形变等缺点。另一方面模总体或部分超温,使模具不可以一切正常成形而停工,情况严重使顶杆等主题活动件热膨胀卡住而毁坏。冷却系统软件的设计方案,生产加工以商品样子而定,不必由于模具构造繁琐或生产加工艰难而省掉这一系统软件,尤其是大中小型模具一定要考虑到冷却难题。

1.比如,在家用电器、仪表设备、建筑工程设备、汽车产业、日用五金等很多行业,塑料制品的比例已经快速提升。一个设计方案有效的塑料零件,通常能够取代许多 传统式的金属材料零件。工业品和日用商品的熔融发展趋势已经提升。2.订制塑胶模架的一般界定:在工业化生产中,各种各样压力机和安裝在压力机上的专用工具用以将金属材料或非金属材质抑制成所需样子的零件或商品。那样的专用工具通称为模具。3.注塑成型叙述:模具是生产制造塑料制品的专用工具。4.模具的一般归类:分成塑胶模架和非塑料模具;
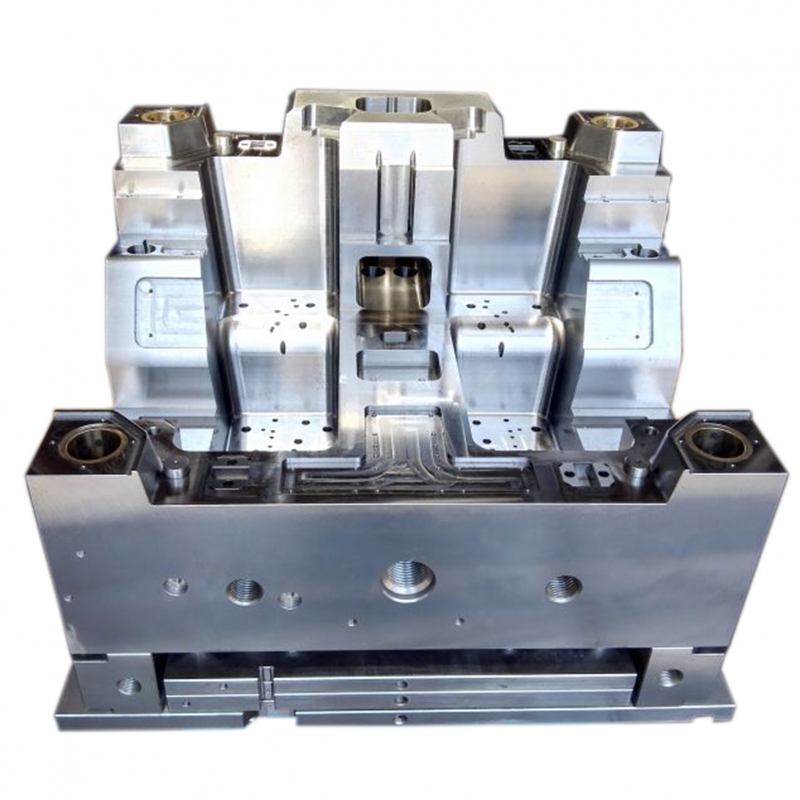
1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、杭州订制塑胶模架成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制塑胶模架各一部分的抗压强度要用心剖析,测算成型零件工作中规格。
杭州订制塑胶模架厂家,最开始要管控的是品质。生产制造的在快,品质出难题,努力白费,还得提高成本费用,交期延迟。因而一定得把首样做好在生产制造。即便造成难题都不易有多情况严重。在有一点便是合理的排程表表计划方案。很多厂全是有做计划,但非常容易忽略便是塑胶模架的特点务必的机械设备,调颜色的先后,这都是非常容易出品质难题,使交期时间延迟。模具产品注塑厂,而大伙儿也只务必能控制好这两个层面。品质和交期全是会做的很好。
 浙公网安备33028102001637号
浙公网安备33028102001637号



