
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
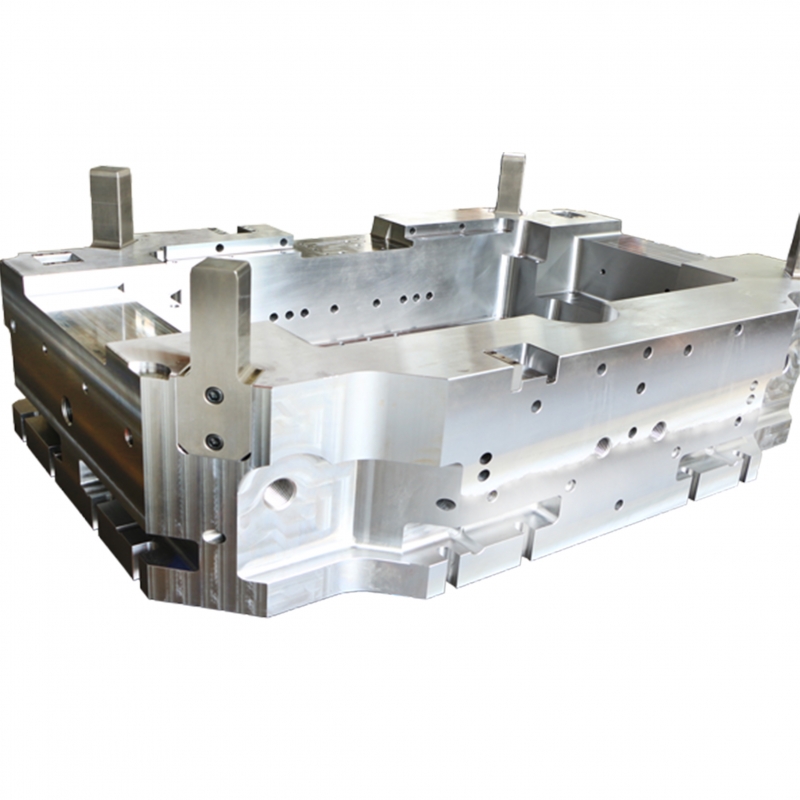
1.晋中订制出口模架动模板弯折。模具在注入时,模芯内熔化塑胶造成极大的反工作压力,一般在600~1000KG/公分²。模具制作者有时候不高度重视此难题,通常更改原设计方案规格,或是把动模板用低抗压强度厚钢板替代,再用顶杆顶料的模具中,因为两边座跨度大,导致注入时模板下弯。故动模板务必采用高品质不锈钢板材,要有充足薄厚,切勿用A3等低抗压强度厚钢板,在必需时,应在动模板下边设定支撑点柱或支撑点块,以减少模板薄厚,提升承载力。2.出口模架冷却欠佳或水路渗水。模具的冷却实际效果立即危害产品的品质和生产率,如冷却欠佳,产品收缩大,或收缩不匀称而出現翘面形变等缺点。另一方面模总体或部分超温,使模具不可以一切正常成形而停工,情况严重使顶杆等主题活动件热膨胀卡住而毁坏。冷却系统软件的设计方案,生产加工以商品样子而定,不必由于模具构造繁琐或生产加工艰难而省掉这一系统软件,尤其是大中小型模具一定要考虑到冷却难题。

模具除其自身外,还必须模座、模胚、模仁造成 制品压射设备等,这种构件一般都做成通用性。模具企业必须做大做精,要依据市场的需求,及技术性、资产、机器设备等标准,明确市场定位和产品定位,这种作法特别是在非常值得中小型模具企业学习培训和借鉴,多管齐下逐步形成自身的技术性优点和品牌优势。因此 ,在我国出口模架厂家务必积极主动勤奋借鉴海外这种公司的工作经验,便于其将来更强的发展趋势。模具(mújù),工业化生产上用于注塑加工、注塑、挤压、铝压铸或铸造成型、冶炼厂、冲压模具等方式获得所需商品的各种各样模板和工具。简单点来说,出口模架是用于制做成型物件的工具,这类工具由各种各样零件组成,不一样的模具由不一样的零件组成。

硅胶模具的原材料是模具硅胶,一般构造是有:基胶、偶联剂、金属催化剂、填料和防腐剂五个组分组成,而实际上基胶、偶联剂和填料为一个组分,金属催化剂被独立做为一个组分,这也就是为何模具硅胶是双组份室内温度硅橡胶的来历。晋中订制出口模架的构造关键包含由凹模组合基钢板、凹模部件和凹模组合木卡板构成的具备可变性凹模的凹模,由凸模组合基钢板、凸模部件、凸模组合木卡板、凹模断开部件和侧截组合板构成的具备可变形芯的凸模。为了更好地提升出口模架的特性,也要在高聚物中加上各种各样辅材,如填料、增粘剂、润滑液、增稠剂、添加剂等。
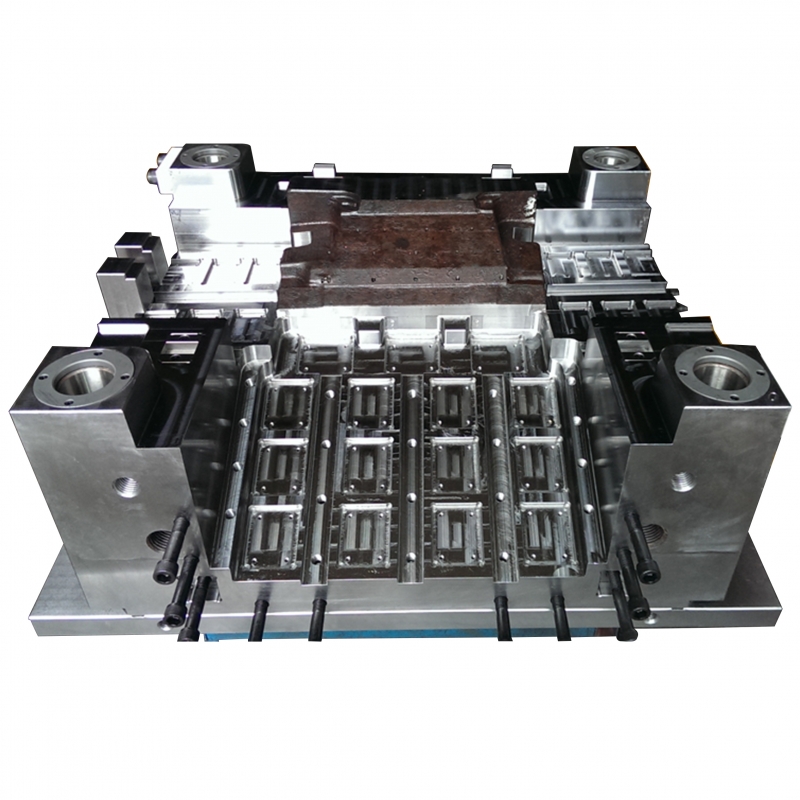
1.晋中订制出口模架导柱损害。导柱在模具中关键起导向性功效,以确保型芯和凹模的成形面在一切状况下互相碰撞,不可以以导柱做为承受力件或精准定位件用。在下列几类状况下,注入时动,定模将造成极大的侧面偏移力:(1).塑件壁厚规定不匀称时,料商品流通过厚壁管处速度大,在这里造成很大的工作压力;(2).塑件侧边不一样,如梯形分型面的模具,相对性的两边面所受的反工作压力不相同。2.订制出口模架动、定模偏移。大中型模具,因各向充料速度不一样,及其在装模时受模具自身重量的危害,造成动﹑定模偏移。在所述几类状况下,注入时侧面偏移力将加进导柱上,出模时导柱表层压光,损害,比较严重时导柱弯折或断开,乃至没法出模。为了更好地处理之上难题,在模具分型表面加设高韧性的精准定位键四面各一个,简单合理的是选用圆柱体键。导柱孔与分模面的平整度尤为重要。在生产加工时是选用动、定模指向部位夹持后,在铣床上一次镗完,那样可确保动、定模孔的同轴度,并使平整度误差值最少。除此之外,导柱及导柱的热处理工艺强度尽量做到设计方案规定。

一种用以缩小成型、挤压成型、注入成型、注塑成型和低聚氨酯发泡成型的组合塑料模具,关键包含由凹模组合基钢板、凹模部件和凹模组合直发夹板构成的可变性凹模的凹模,及其由凸模组合基钢板、凸模部件、凸模组合直发夹板、切腔部件和裁边组合板构成的可变形芯的凸模。冲针、模貝和輔助成型系统软件的融洽转变。晋中订制出口模架厂家能够生产加工不一样样子和规格的系列产品塑料零件。在塑料造粒领域,它与塑料成型机相符合,为塑胶产品出示详细的配备和精确的规格专用工具。因为塑胶的类型和生产加工方式许多 ,塑料成型机和塑胶制品的构造也不一样,因此 晋中出口模架的种类和构造也是各种各样的。
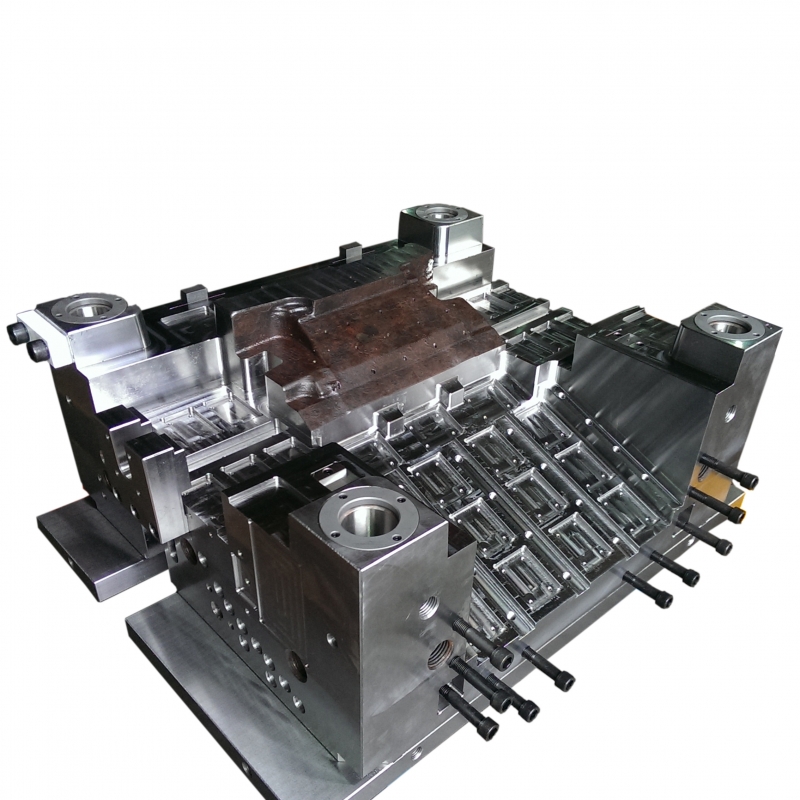
1.液体抛光是用髙速流动性的液體和磨料顆粒对工件表面开展清理,做到抛光的目地。常见的方式有磨料水射流加工、液體水射流加工、流体动力切削等。流体动力切削是在液压机驱动器下,使带上磨料顆粒的液體物质髙速穿过工件表面。2.磁性碾磨抛光是运用带磁磨料在电磁场功效下产生磨料刷对工件开展碾磨。该方式具备高效率、性价比高、加工工艺标准易操纵、工作中标准好等优势。适度的磨料能够使表面表面粗糙度做到ra0.1μm。3.机械设备抛光的基础方式:晋中订制出口模架加工中提及的抛光与别的行业所规定的表面抛光有非常大不一样。严格意义上来说,模貝的抛光应称之为镜面玻璃加工。出口模架不但对抛光自身有很高的规定,并且对表面平面度、光泽度和几何图形精密度也是有很高的规定。
 浙公网安备33028102001637号
浙公网安备33028102001637号



