
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

一、模座。属于标准件,依据市场的需求选择合适的不锈钢板,对其弯曲应变,变形指数值等物感特点有要求。1、模座造型设计分爲环状和矩形。2、带模柄的模座。可依据冲压机床的状况,生产加工一种或几种型号规格的实用性模柄,接着按零件状况做成凸、凹模。对一般自动冲孔机、落料、弯曲、复杂的拉深、校形等,均可采用该类方式。多见于大批小而种类多的五金冲压件消费。二、定位销和定位销。是杭州订制汽车模胚开发正确对待模具日程安排的主导性电子器件。标准模架生产线设备次序是数控车床,数控磨床,刨床。数控车床,磨床加工6个面光亮至标准规格型号。刨床将模架上的细腻度要求不太高的孔:如螺丝孔、起重吊钩孔开洞,攻牙。一副订制汽车模胚最根本的要求就是规定完满脱模。
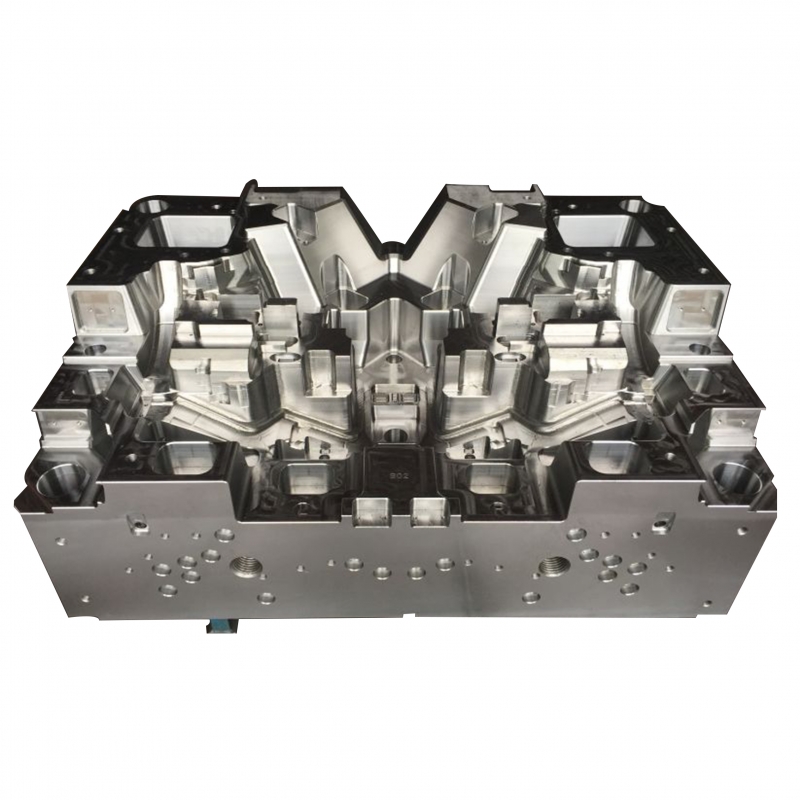
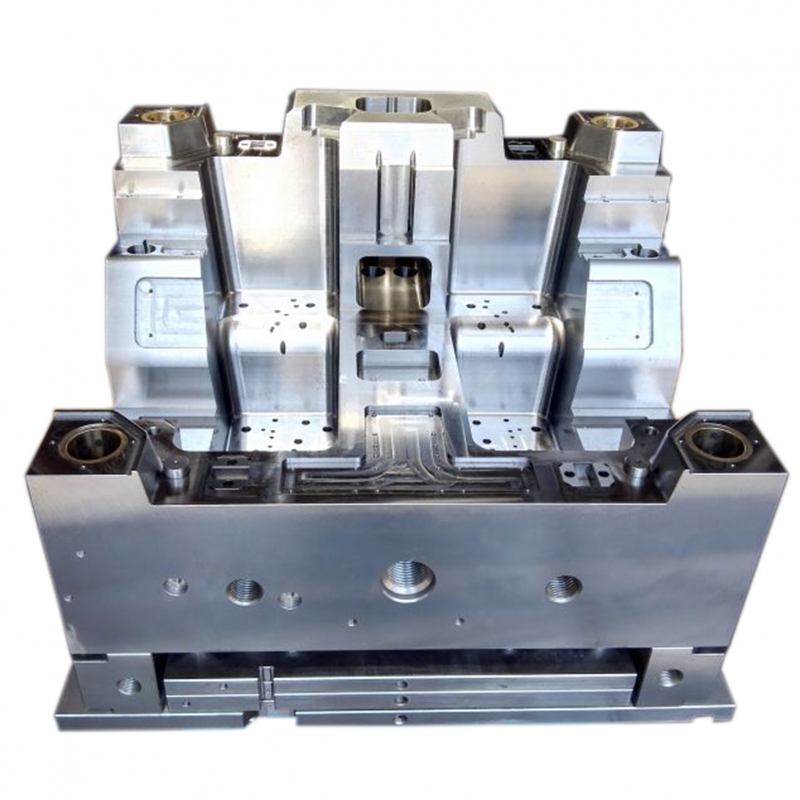
杭州订制汽车模胚的构造尽管因为塑料种类和特性、塑料产品的样子和构造及其注塑机的种类等不一样而很有可能千姿百态,可是基础构造是一致的。模貝关键由浇注系统软件、控温系统软件、成形零件和构造零件构成。在其中浇注系统软件和成形零件是与塑料直接接触一部分,并随塑料和产品而转变,是模具中最繁杂,转变较大 ,规定汽车模胚开发生产加工光滑度和精密度最大的一部分。塑料模具由动模和定模两一部分构成,动模安裝在注入成形机的挪动模板上,定模安裝在注入成形机的固定模板上。在注入成形时动模与定模合闭组成浇注系统软件和凹模,出模时动模和定模分离出来便于取下塑料产品。
合理管理方法的开展商品数据管理、加工工艺数据管理、图纸文档管理:开展合理的模具商品数据管理、加工工艺数据管理、图纸文档管理、能够确保文档的整体性,汽车模胚图纸版本的一致性;使到图纸能做到合理共享资源和合理的查看利用。能够创建详细的文档管理电子计算机数据库查询,将技术部累积的设计方案图纸、撒落的、将之前分散化、防护的信息内容梳理集中化起來利用,防止因为设计图纸档,2d、3d错乱,初始、设变、检修版本错乱、3d模型和2d图纸数据信息的不一致,2d图纸设计方案的不标准、错乱而导致有什么问题不容易被及时处理和立即改正,导致订制汽车模胚要改动和返修,乃至废止,提升模具的制造成本,延长模具生产制造生产周期,危害纳期。

一、压人式模柄:规范汽车模胚的压人式模柄是大伙儿最普遍的,一般都是在在安裝模座固定不变板和保护层垫块之莳直先将模柄压人模座内,压人时,将等值线保护层垫块放进综合服务平台上,用冲压机床将模柄压人下模座1/3互相配合面,检验、校正其对下模座的垂直度后,全部压人模座内,最后检查模柄圆上与下模座上平面设计图的垂直度,其误差不超0.05mmo模柄垂直度经检查合格后在生产生产加工骑缝章销钉孔或螺钉螺孔,并将销钉或镙丝放进孔边。最后将内螺纹在数控磨床上磨掉。二、旋人式与凸台式一体机模柄:旋人式模柄依据英制螺纹马上旋人上模座,汽车模胚在检查模柄垂直度合格后,需生产制造骑缝章丝孔,并放进镙丝,除保证精度级别外,还可舫止模柄工作上转动.凸台式一体机模柄马上用3~4个内六角螺钉固定不变在上模座的沉孔内。

注射模、压缩模、传送模、挤压模、吹塑模、热成形模等。注射模,规格高精度、高效率、不可以生产加工流通性差的才料。订制汽车模胚压缩模,密实度性好、能生产加工流通性差的才料、高效率低、精密度低、机器设备简易。传送模,有注射和压缩的优势,但高效率较低,维护保养繁杂。吹塑,用于生产制造大容量薄壁零件,如口带、玻璃瓶。挤压,用于生产制造仅有平面图规格,长短较长的零件,如管道、电缆线皮。热成形,订制汽车模胚用于生产制造大张口的薄壁商品,如一次性塑料饭盒、一次性塑料杯等。

杭州订制汽车模胚开发,最开始要管控的是品质。生产制造的在快,品质出难题,努力白费,还得提高成本费用,交期延迟。因而一定得把首样做好在生产制造。即便造成难题都不易有多情况严重。在有一点便是合理的排程表表计划方案。很多厂全是有做计划,但非常容易忽略便是汽车模胚的特点务必的机械设备,调颜色的先后,这都是非常容易出品质难题,使交期时间延迟。模具产品注塑厂,而大伙儿也只务必能控制好这两个层面。品质和交期全是会做的很好。
 浙公网安备33028102001637号
浙公网安备33028102001637号



