
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
A.试件前,先查验订制汽车模胚是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制汽车模胚所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.

连云港订制汽车模胚开发工作中发展比较晚,加上宣传策划、落实和营销推广工作成效小,因而模架标准化落後於生产,更落後於全世界很多工业生产比较发达的我国。海外模具资本主义国家,如日本、英国、法国等,模具标准化工作中已有近100年的历史时间,模具规范的制定、模架标件的生产与供货,已产生了健全的体系。中国模架标准化体系包含四大类规范,即:模具基本规范、模具加工工艺产品质量标准、模具零部件规范及与模具生产有关的标准规范。现阶段中国现有约2万家连云港订制汽车模胚开发,模架生产拥有非常大发展趋势,但与工业生产生产规定对比,尚很不适合,在其中一个关键缘故便是模架标准化水平和水准不高。

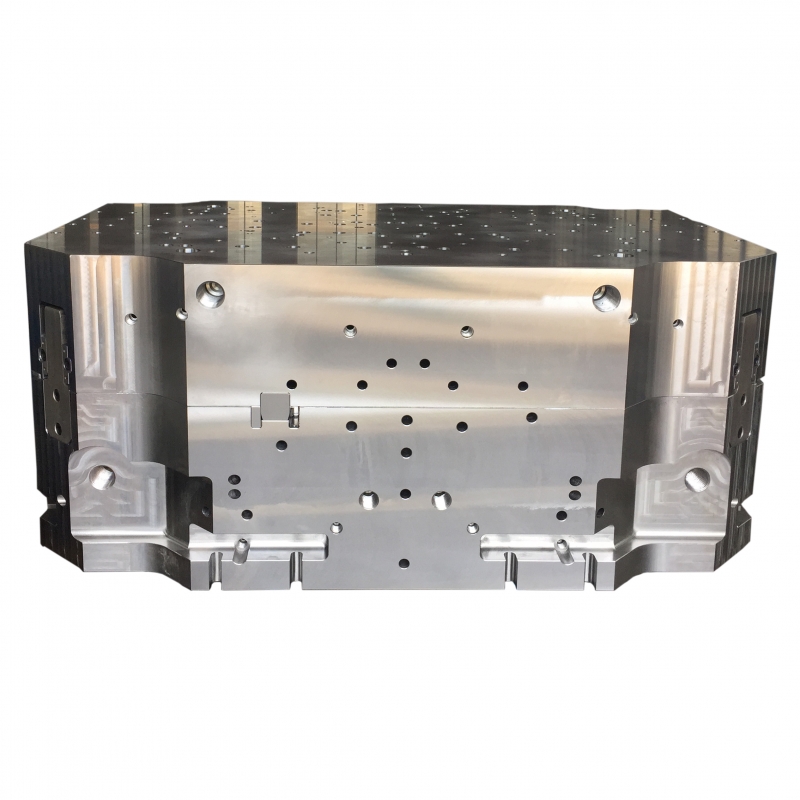
硅胶模具的原材料是模具硅胶,一般构造是有:基胶、偶联剂、金属催化剂、填料和防腐剂五个组分组成,而实际上基胶、偶联剂和填料为一个组分,金属催化剂被独立做为一个组分,这也就是为何模具硅胶是双组份室内温度硅橡胶的来历。连云港订制汽车模胚的构造关键包含由凹模组合基钢板、凹模部件和凹模组合木卡板构成的具备可变性凹模的凹模,由凸模组合基钢板、凸模部件、凸模组合木卡板、凹模断开部件和侧截组合板构成的具备可变形芯的凸模。为了更好地提升汽车模胚的特性,也要在高聚物中加上各种各样辅材,如填料、增粘剂、润滑液、增稠剂、添加剂等。
模具除其自身外,还必须模座、模胚、模仁造成 制品压射设备等,这种构件一般都做成通用性。模具企业必须做大做精,要依据市场的需求,及技术性、资产、机器设备等标准,明确市场定位和产品定位,这种作法特别是在非常值得中小型模具企业学习培训和借鉴,多管齐下逐步形成自身的技术性优点和品牌优势。因此 ,在我国汽车模胚开发务必积极主动勤奋借鉴海外这种公司的工作经验,便于其将来更强的发展趋势。模具(mújù),工业化生产上用于注塑加工、注塑、挤压、铝压铸或铸造成型、冶炼厂、冲压模具等方式获得所需商品的各种各样模板和工具。简单点来说,汽车模胚是用于制做成型物件的工具,这类工具由各种各样零件组成,不一样的模具由不一样的零件组成。

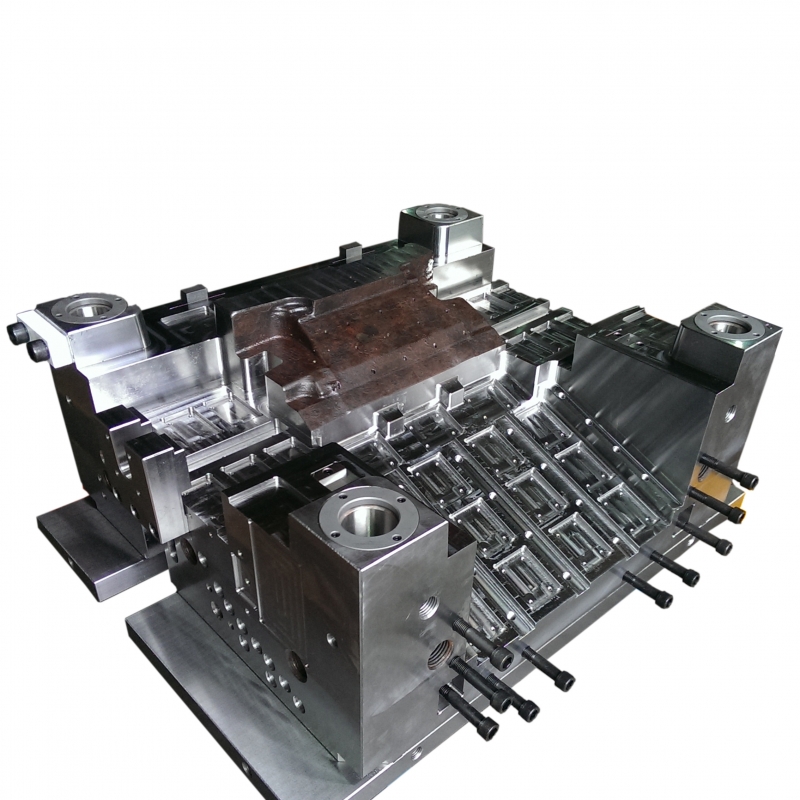
1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、连云港订制汽车模胚成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制汽车模胚各一部分的抗压强度要用心剖析,测算成型零件工作中规格。
 浙公网安备33028102001637号
浙公网安备33028102001637号



