
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

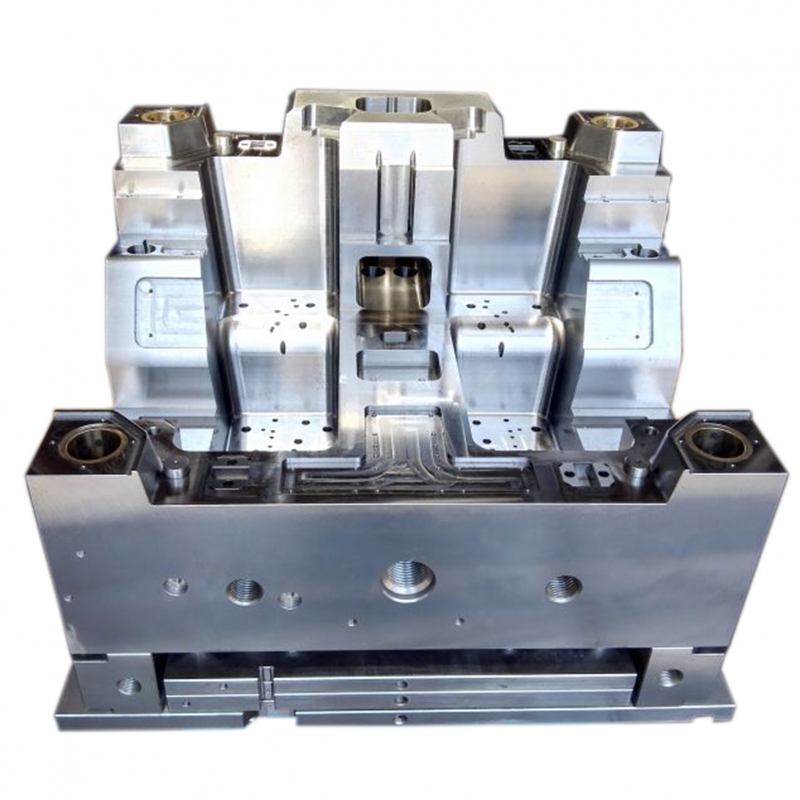
模具除其自身外,还必须模座、模胚、模仁造成 制品压射设备等,这种构件一般都做成通用性。模具企业必须做大做精,要依据市场的需求,及技术性、资产、机器设备等标准,明确市场定位和产品定位,这种作法特别是在非常值得中小型模具企业学习培训和借鉴,多管齐下逐步形成自身的技术性优点和品牌优势。因此 ,在我国塑胶模胚开发务必积极主动勤奋借鉴海外这种公司的工作经验,便于其将来更强的发展趋势。模具(mújù),工业化生产上用于注塑加工、注塑、挤压、铝压铸或铸造成型、冶炼厂、冲压模具等方式获得所需商品的各种各样模板和工具。简单点来说,塑胶模胚是用于制做成型物件的工具,这类工具由各种各样零件组成,不一样的模具由不一样的零件组成。
淮北订制塑胶模胚开发铣削整个过程至少应分为三个工艺流程类型:粗加工、半精加工和精加工,有时甚至也是有超精加工(绝大部分是髙速钻削应用)。含量钻削当然是在半精加工工艺流程后为精加工而准备充分的。在每一个工艺流程上面应继续努力为下一个工艺流程留出遍布匀称的容积,这一点十分重要。倘若数控刀片绝对路径的方向和工作上负载很少有快速的变化,订制塑胶模胚的使用期限就将会提升,并更加可预测分析剖析。倘若将会,就应在专业设备上进行精加工工艺流程。这会在更短的调整和安裝時间内提高模具的图形精度和质量。
项目流程的方案设计:高品质的项目流程方案设计是保证标准模架企业灵活运作的重心。建立项目流程相互之间正中间的插孔,可以降低模型车腔定制最新项目相互之间正中间的耦合度,促进对一部分项目流程的转换不易对全局观念的流程造成破坏性的负面影响。对淮北订制塑胶模胚开发的项目流程实行建模是一个十分复杂而有挑战性的工作上,但是并不代表着没有方式可循。一切正常来讲,建模要求解决好下述好几个方向:创建重要的项目流程与輔助的项目流程。重要的项目流程是由马上存在于塑胶模胚开发的模型车腔批發实用价值传动系统传动链条上的一连串活动及其相互之间正中间的联系造成的。輔助的项目流程是由重要项目流程授于服务的一连串活动及其相互之间正中间的联系造成的。

1.淮北订制塑胶模胚动模板弯折。模具在注入时,模芯内熔化塑胶造成极大的反工作压力,一般在600~1000KG/公分²。模具制作者有时候不高度重视此难题,通常更改原设计方案规格,或是把动模板用低抗压强度厚钢板替代,再用顶杆顶料的模具中,因为两边座跨度大,导致注入时模板下弯。故动模板务必采用高品质不锈钢板材,要有充足薄厚,切勿用A3等低抗压强度厚钢板,在必需时,应在动模板下边设定支撑点柱或支撑点块,以减少模板薄厚,提升承载力。2.塑胶模胚冷却欠佳或水路渗水。模具的冷却实际效果立即危害产品的品质和生产率,如冷却欠佳,产品收缩大,或收缩不匀称而出現翘面形变等缺点。另一方面模总体或部分超温,使模具不可以一切正常成形而停工,情况严重使顶杆等主题活动件热膨胀卡住而毁坏。冷却系统软件的设计方案,生产加工以商品样子而定,不必由于模具构造繁琐或生产加工艰难而省掉这一系统软件,尤其是大中小型模具一定要考虑到冷却难题。
A.试件前,先查验订制塑胶模胚是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制塑胶模胚所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.
 浙公网安备33028102001637号
浙公网安备33028102001637号



