
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

1.龙岩订制标准模架导柱损害。导柱在模具中关键起导向性功效,以确保型芯和凹模的成形面在一切状况下互相碰撞,不可以以导柱做为承受力件或精准定位件用。在下列几类状况下,注入时动,定模将造成极大的侧面偏移力:(1).塑件壁厚规定不匀称时,料商品流通过厚壁管处速度大,在这里造成很大的工作压力;(2).塑件侧边不一样,如梯形分型面的模具,相对性的两边面所受的反工作压力不相同。2.订制标准模架动、定模偏移。大中型模具,因各向充料速度不一样,及其在装模时受模具自身重量的危害,造成动﹑定模偏移。在所述几类状况下,注入时侧面偏移力将加进导柱上,出模时导柱表层压光,损害,比较严重时导柱弯折或断开,乃至没法出模。为了更好地处理之上难题,在模具分型表面加设高韧性的精准定位键四面各一个,简单合理的是选用圆柱体键。导柱孔与分模面的平整度尤为重要。在生产加工时是选用动、定模指向部位夹持后,在铣床上一次镗完,那样可确保动、定模孔的同轴度,并使平整度误差值最少。除此之外,导柱及导柱的热处理工艺强度尽量做到设计方案规定。
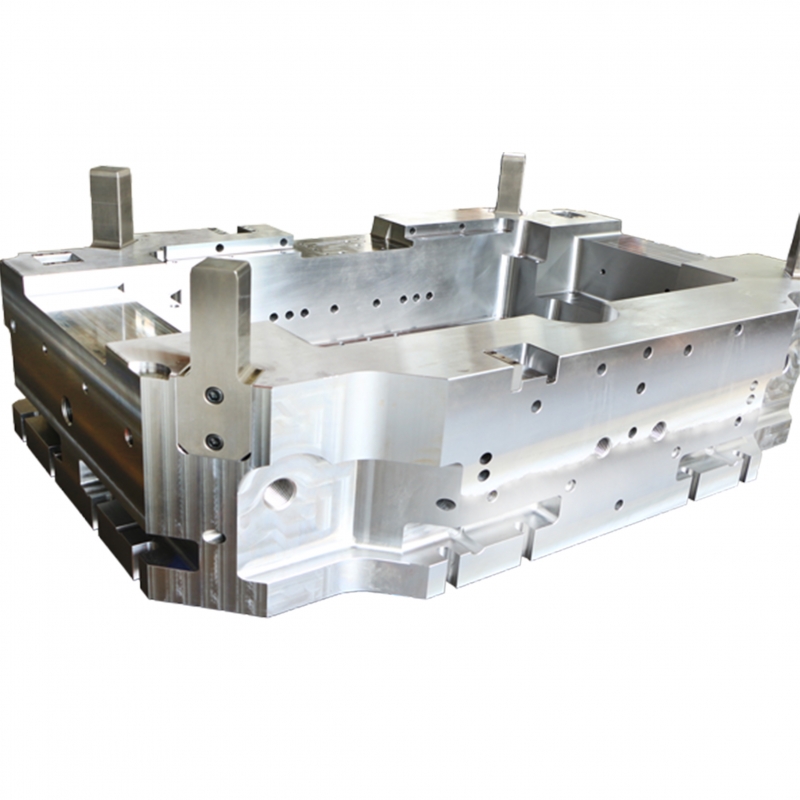
一、订制标准模架设计方案根据:尺寸精度两者之间有关尺寸的准确性。依据塑胶制品的全部商品上的实际要和作用来明确其外边品质和实际尺寸归属于哪一种:外型品质规定较高,尺寸精度规定较低的塑胶制品,如小玩具;多功能性塑胶制品,尺寸规定严苛;外型与尺寸都规定严格的塑胶制品,如数码相机。脱模斜度否有效。脱模斜度立即关联到塑胶制品的脱模和品质,即关联到注入全过程中,注入是不是能顺利开展:脱模斜度有充足;斜度要与塑胶制品在成形的分模或分模脸相融入;是不是会危害外型和壁厚尺寸的精度;是不是会危害塑胶制品某位置的抗压强度。二、龙岩订制标准模架设计方案程序流程:对塑胶制品图及实体线(式样)的剖析和消化吸收:A、产品的几何图形样子;B、尺寸、尺寸公差及设计方案标准;C、技术标准;D、塑胶名字、型号E、表层规定
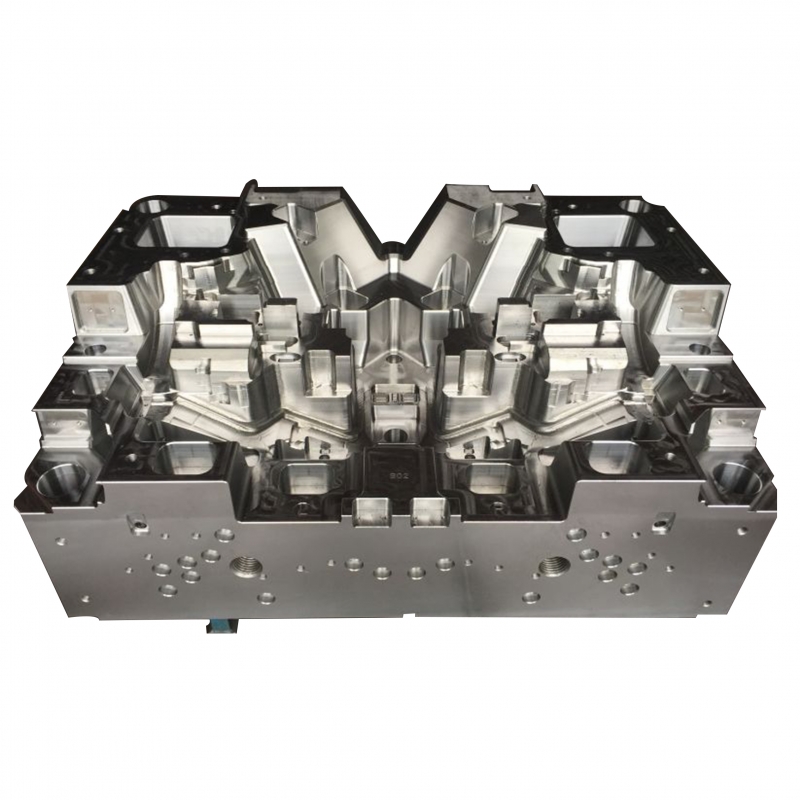
1.龙岩订制标准模架动模板弯折。模具在注入时,模芯内熔化塑胶造成极大的反工作压力,一般在600~1000KG/公分²。模具制作者有时候不高度重视此难题,通常更改原设计方案规格,或是把动模板用低抗压强度厚钢板替代,再用顶杆顶料的模具中,因为两边座跨度大,导致注入时模板下弯。故动模板务必采用高品质不锈钢板材,要有充足薄厚,切勿用A3等低抗压强度厚钢板,在必需时,应在动模板下边设定支撑点柱或支撑点块,以减少模板薄厚,提升承载力。2.标准模架冷却欠佳或水路渗水。模具的冷却实际效果立即危害产品的品质和生产率,如冷却欠佳,产品收缩大,或收缩不匀称而出現翘面形变等缺点。另一方面模总体或部分超温,使模具不可以一切正常成形而停工,情况严重使顶杆等主题活动件热膨胀卡住而毁坏。冷却系统软件的设计方案,生产加工以商品样子而定,不必由于模具构造繁琐或生产加工艰难而省掉这一系统软件,尤其是大中小型模具一定要考虑到冷却难题。

A.试件前,先查验订制标准模架是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制标准模架所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.
 浙公网安备33028102001637号
浙公网安备33028102001637号



