
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
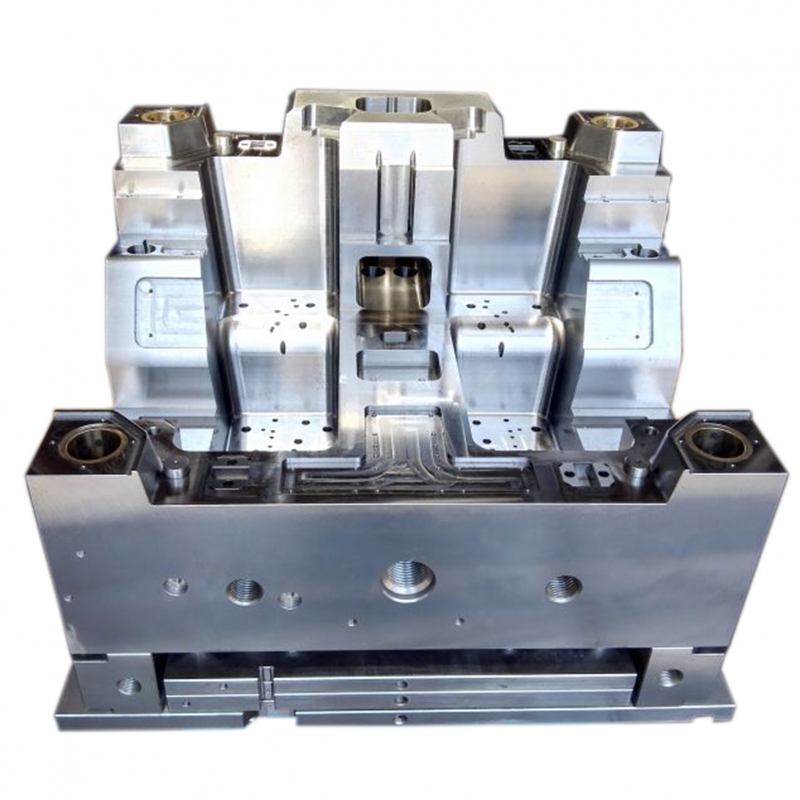
生产加工全过程中,尤其是工业化生产机械零件全过程中,各种各样多功能性零部件都需要靠运城订制双色模模胚成形。而如今愈来愈多的制造业企业利用塑料模架来开展零部件的生产制造,也为公司降低了产品成本。近些年,在我国塑料模架发展趋势快速。现阶段,订制双色模模胚在全部模架领域中常占比例约为30%,在模架进出口贸易中的比例达到50~70%。伴随着中国设备、汽车、家用电器、电子信息技术和建材材料等社会经济主导产业的迅速发展趋势,这一占比还将不断提升。据预则,模架销售市场的整体趋热是稳定往上的,在未来的模架销售市场中,塑料模架的发展趋势速率将高过其他模架,在模架领域中的占比将明显提高。
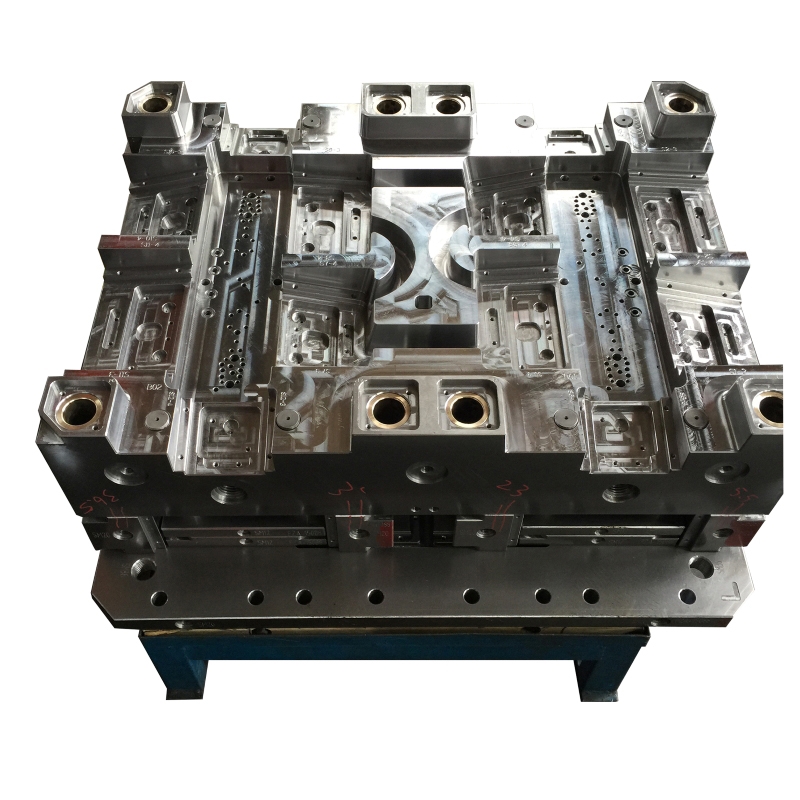
A.试件前,先查验订制双色模模胚是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制双色模模胚所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.
(1)当一新模芯逐渐生产加工时,先要查验订制双色模模胚工件表面,用汽油清理整洁表面,使磨刀石面不容易沾到废弃物造成 丧失钻削的作用。(2)研粗纹时要按先难后容易的次序开展,尤其一些难研的盲区,较深底端要先研,(3)一部分工件很有可能有多份组拼在一起研光,要先各自研单独工件的粗纹或火纹路,后将全部工件拼齐研至光滑。(4)大平面图或侧平面图的工件,用食油石研去粗纹后再用竖直的钢片做透光性检验,查验是不是有高低不平或倒扣的欠佳状况出現,若有倒扣则会造成 制件出双色模模胚艰难或制件挫伤。(5)为避免留意模貝工件研出倒扣或有一些迎合面需维护的状况,能用木工锯片黏贴或用打磨砂纸贴在旁边,那样可获得理想化的维护实际效果。
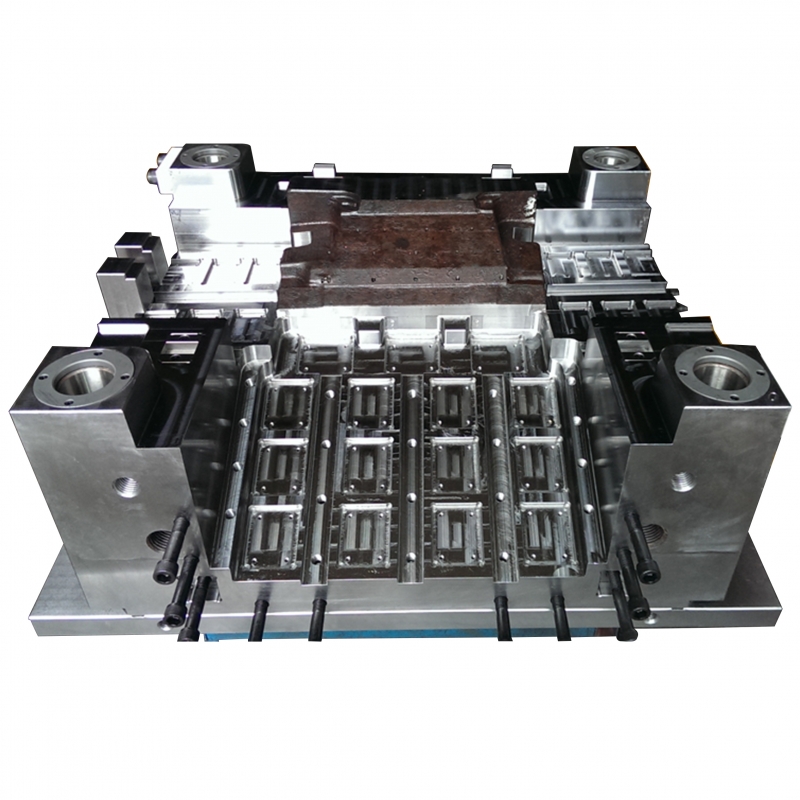
一、运城订制双色模模胚开发生产制造前的保养:模具生产制造前须对模具的表面的油渍,锈迹清除整洁查验锻造,塑料模具的冷却循环水孔是不是有异物,是不是有水路堵塞.二、生产制造中塑料模具的保养:1、清理模具分析面和排气管槽的异物胶丝,异物,油物等并查验模具的模具顶针是不是出现异常并按时上油.分模面、过流道面清理每日2次。正确引导梢、轴套、部位决策梢的踩油门每日一次。2、定期维护模具的水路是不是通畅,并对全部的拧紧镙丝开展拧紧.3、查验模具的行程开关是不是出现异常,斜销.斜导柱是不是出现异常.三、关机时运城订制双色模模胚的保养:关机以前须先关掉制冷水路,吹净模具内的水路的余水,查验模具的表面是不是有残余的胶丝,异物等将其清除整洁后匀称喷上防锈油,精确填好有关纪录.台州黄岩西诺模具着眼于变成您的模具大管家,为您打造出高质量的塑料模具。
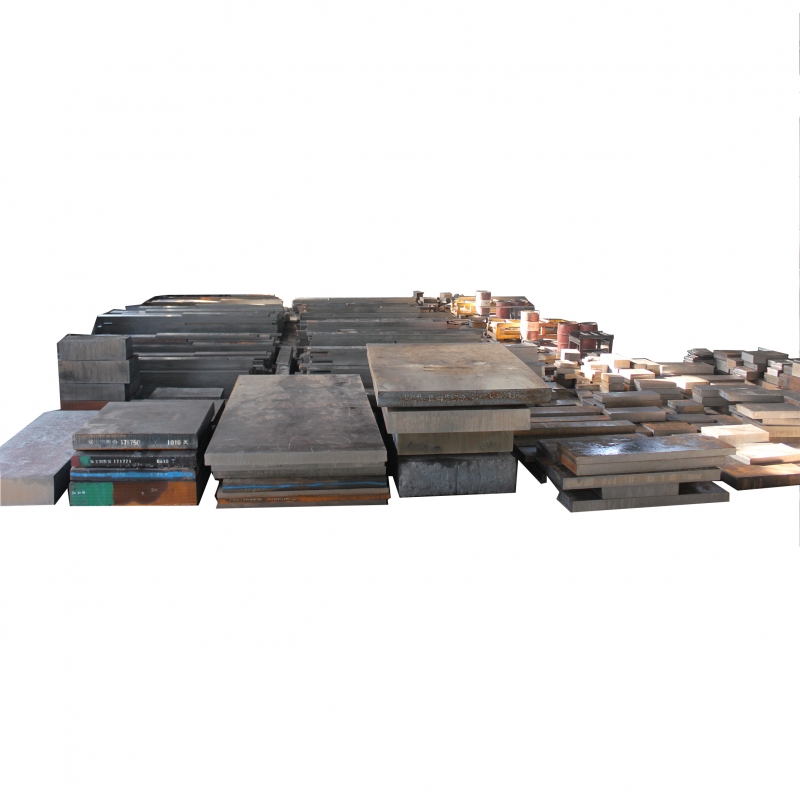
1、高耐腐蚀性许多 环氧树脂和防腐剂对型腔表面都是有浸蚀功效,这类浸蚀使型腔表面金属材料溶蚀、脱落,表面情况受到影响、塑件品质下降。因此 ,应用耐腐蚀钢,或对型腔表面开展不锈钢、钹镍解决。2、耐磨性好塑料塑件表面的光滑度和精密度都和运城双色模模胚型腔表面的耐磨性有立即关联,尤其是一些塑料里加人了玻璃纤维、无机物填充料及一些色浆时,他们和塑料溶体一起在过流道、模芯中髙速流动性,对型腔表面的磨擦非常大,若原材料不耐磨损,迅速便会磨坏,使塑件品质遭受损害。3、优良的规格可靠性在塑料成形时,订制双色模模胚型腔的溫度要做到300℃之上。因此,最好是采用经适度淬火解决的合金钢(热处理工艺钢)。不然会造成原材料外部经济构造的更改,进而导致塑胶模具规格的转变。
 浙公网安备33028102001637号
浙公网安备33028102001637号



