
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
一、订制压铸模胚设计方案根据:尺寸精度两者之间有关尺寸的准确性。依据塑胶制品的全部商品上的实际要和作用来明确其外边品质和实际尺寸归属于哪一种:外型品质规定较高,尺寸精度规定较低的塑胶制品,如小玩具;多功能性塑胶制品,尺寸规定严苛;外型与尺寸都规定严格的塑胶制品,如数码相机。脱模斜度否有效。脱模斜度立即关联到塑胶制品的脱模和品质,即关联到注入全过程中,注入是不是能顺利开展:脱模斜度有充足;斜度要与塑胶制品在成形的分模或分模脸相融入;是不是会危害外型和壁厚尺寸的精度;是不是会危害塑胶制品某位置的抗压强度。二、泉州订制压铸模胚设计方案程序流程:对塑胶制品图及实体线(式样)的剖析和消化吸收:A、产品的几何图形样子;B、尺寸、尺寸公差及设计方案标准;C、技术标准;D、塑胶名字、型号E、表层规定

合理管理方法的开展商品数据管理、加工工艺数据管理、图纸文档管理:开展合理的模具商品数据管理、加工工艺数据管理、图纸文档管理、能够确保文档的整体性,压铸模胚图纸版本的一致性;使到图纸能做到合理共享资源和合理的查看利用。能够创建详细的文档管理电子计算机数据库查询,将技术部累积的设计方案图纸、撒落的、将之前分散化、防护的信息内容梳理集中化起來利用,防止因为设计图纸档,2d、3d错乱,初始、设变、检修版本错乱、3d模型和2d图纸数据信息的不一致,2d图纸设计方案的不标准、错乱而导致有什么问题不容易被及时处理和立即改正,导致订制压铸模胚要改动和返修,乃至废止,提升模具的制造成本,延长模具生产制造生产周期,危害纳期。

A.试件前,先查验订制压铸模胚是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制压铸模胚所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.

1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、泉州订制压铸模胚成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制压铸模胚各一部分的抗压强度要用心剖析,测算成型零件工作中规格。

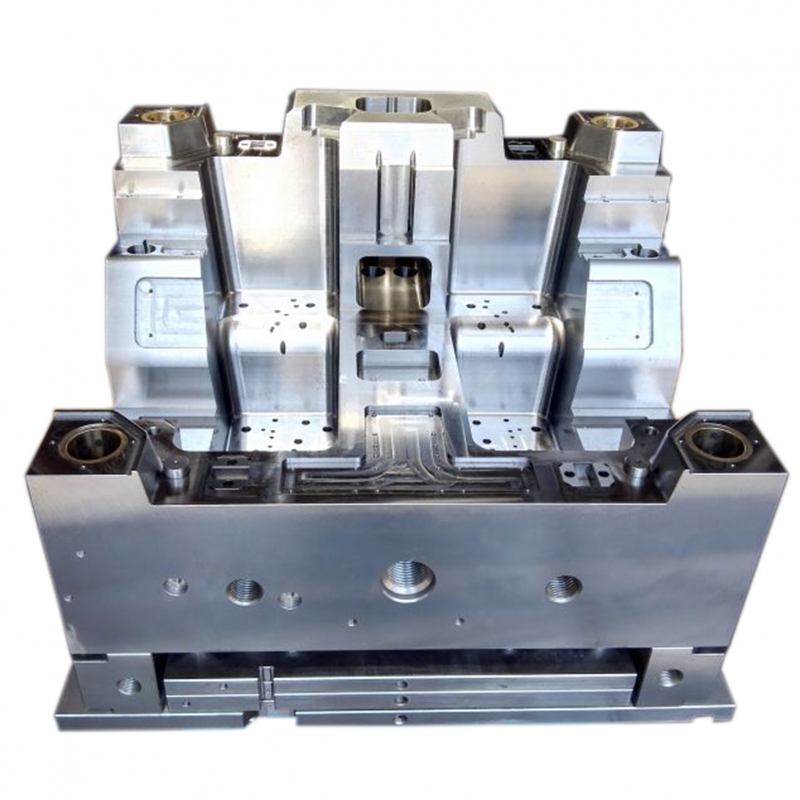
泉州订制压铸模胚开发基础零件有:①成型零件,包括型腔、模座、各种各样成型芯,全是成型制品内、外表层或上、下内孔、侧孔、侧凹和外螺纹的零件。②支撑固定不动零件,包括模座板、固定不动板、支承板、保护层垫块等,用以固定不动模貝或支撑工作压力。③导向性零件,包括定位销和导柱,用以明确模貝或发布组织健身运动的相对位置。④抽芯零件,包括斜销、导轨滑块等,在模貝打开时用以抽出来主题活动型芯,使制品出模。⑤发布零件,包括摆杆、推管、推块、推件板、推件环、摆杆固定不动板、推板等,用以使制品出模。注塑模具多营销推广选用规范模架,这类模架是由构造、方式和规格早已规范化和通用化的基础零件成套设备组成,其模芯可依据制品样子自主生产加工。选用规范模架有益于减少订制压铸模胚制作周期时间。
 浙公网安备33028102001637号
浙公网安备33028102001637号



