
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
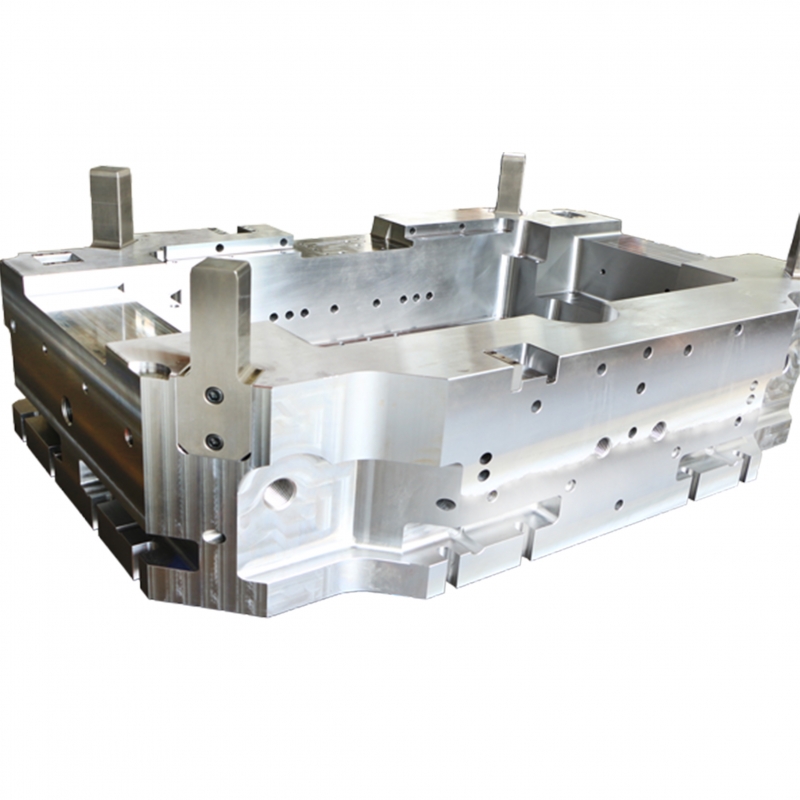
1.江门订制塑胶模胚动模板弯折。模具在注入时,模芯内熔化塑胶造成极大的反工作压力,一般在600~1000KG/公分²。模具制作者有时候不高度重视此难题,通常更改原设计方案规格,或是把动模板用低抗压强度厚钢板替代,再用顶杆顶料的模具中,因为两边座跨度大,导致注入时模板下弯。故动模板务必采用高品质不锈钢板材,要有充足薄厚,切勿用A3等低抗压强度厚钢板,在必需时,应在动模板下边设定支撑点柱或支撑点块,以减少模板薄厚,提升承载力。2.塑胶模胚冷却欠佳或水路渗水。模具的冷却实际效果立即危害产品的品质和生产率,如冷却欠佳,产品收缩大,或收缩不匀称而出現翘面形变等缺点。另一方面模总体或部分超温,使模具不可以一切正常成形而停工,情况严重使顶杆等主题活动件热膨胀卡住而毁坏。冷却系统软件的设计方案,生产加工以商品样子而定,不必由于模具构造繁琐或生产加工艰难而省掉这一系统软件,尤其是大中小型模具一定要考虑到冷却难题。
生产加工全过程中,尤其是工业化生产机械零件全过程中,各种各样多功能性零部件都需要靠江门订制塑胶模胚成形。而如今愈来愈多的制造业企业利用塑料模架来开展零部件的生产制造,也为公司降低了产品成本。近些年,在我国塑料模架发展趋势快速。现阶段,订制塑胶模胚在全部模架领域中常占比例约为30%,在模架进出口贸易中的比例达到50~70%。伴随着中国设备、汽车、家用电器、电子信息技术和建材材料等社会经济主导产业的迅速发展趋势,这一占比还将不断提升。据预则,模架销售市场的整体趋热是稳定往上的,在未来的模架销售市场中,塑料模架的发展趋势速率将高过其他模架,在模架领域中的占比将明显提高。
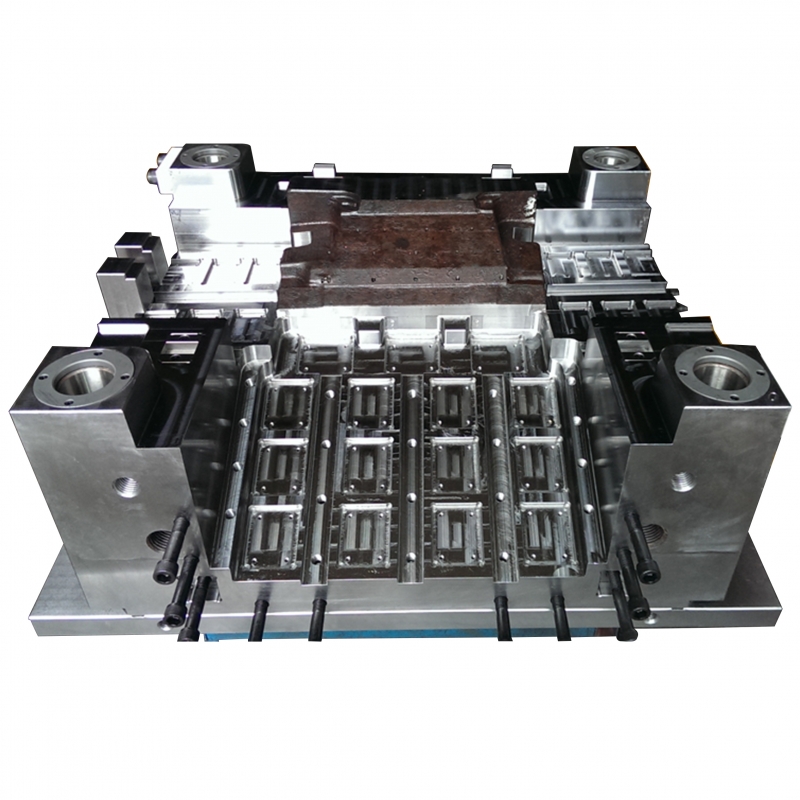
江门塑胶模胚设计要考虑到的结构因素有:①分析面,即模具合闭时型腔与模座互相配合的触碰表面。它的部位和方式的选中,受产品样子及外型、壁厚、成形方式、后制作工艺、模具种类与结构、出模方式及成形机结构等要素的危害。②结构件,即繁杂模具的导轨滑块、斜导柱、直顶块等。结构件的设计十分重要,关联到江门订制塑胶模胚的使用寿命、生产加工周期时间、成本费、产品品质等,因而设计繁杂模具关键结构对设计者的综合能力规定较高,尽量追求完美更简单、更经久耐用、更经济发展的设计计划方案。③模具精密度,即避卡、精精准定位、定位销、定位销等。

江门订制塑胶模胚开发工作中发展比较晚,加上宣传策划、落实和营销推广工作成效小,因而模架标准化落後於生产,更落後於全世界很多工业生产比较发达的我国。海外模具资本主义国家,如日本、英国、法国等,模具标准化工作中已有近100年的历史时间,模具规范的制定、模架标件的生产与供货,已产生了健全的体系。中国模架标准化体系包含四大类规范,即:模具基本规范、模具加工工艺产品质量标准、模具零部件规范及与模具生产有关的标准规范。现阶段中国现有约2万家江门订制塑胶模胚开发,模架生产拥有非常大发展趋势,但与工业生产生产规定对比,尚很不适合,在其中一个关键缘故便是模架标准化水平和水准不高。
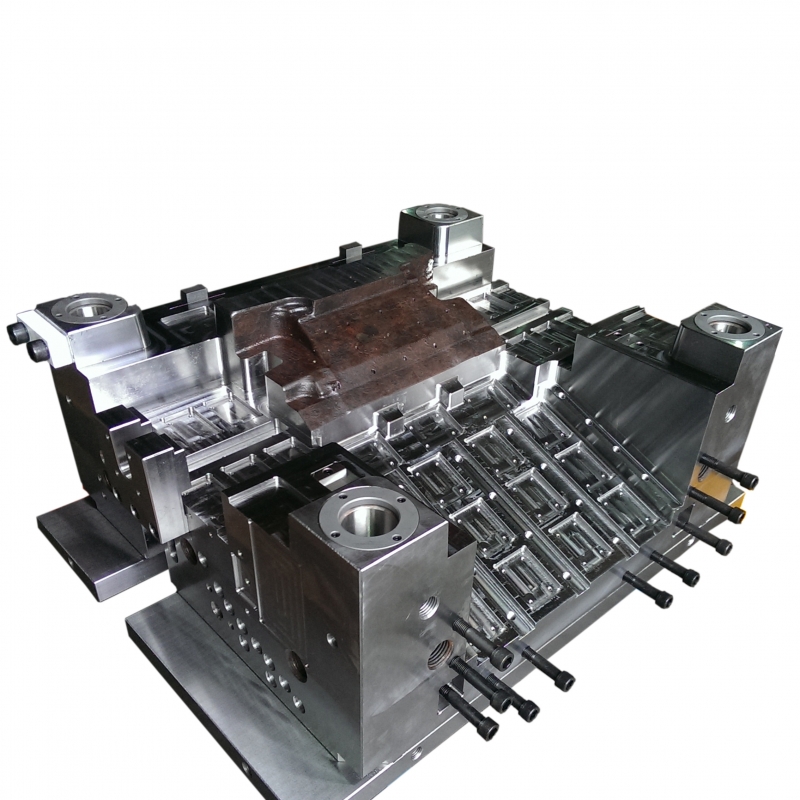
历经剖析恰好是,应力是造成江门订制塑胶模胚损坏的关键缘故,而应力来自许多 便捷,包含机械设备、有机化学、实际操作冲击性等全是。为了更好地减少塑料模具损坏的概率,在模具制造生产制造全过程中,一定要操纵好毛胚煅造品质。在对塑料模具开展车、铣、刨等终生产加工时,能够根据正中间淬火的方法清除生产加工造成的钻削应力。值得一提的是,订制塑胶模胚在开展淬火钢磨削会造成磨削应力和磨擦热,造成变软层、渗碳层,减少了热疲劳极限,非常容易造成 热裂、初期裂痕。
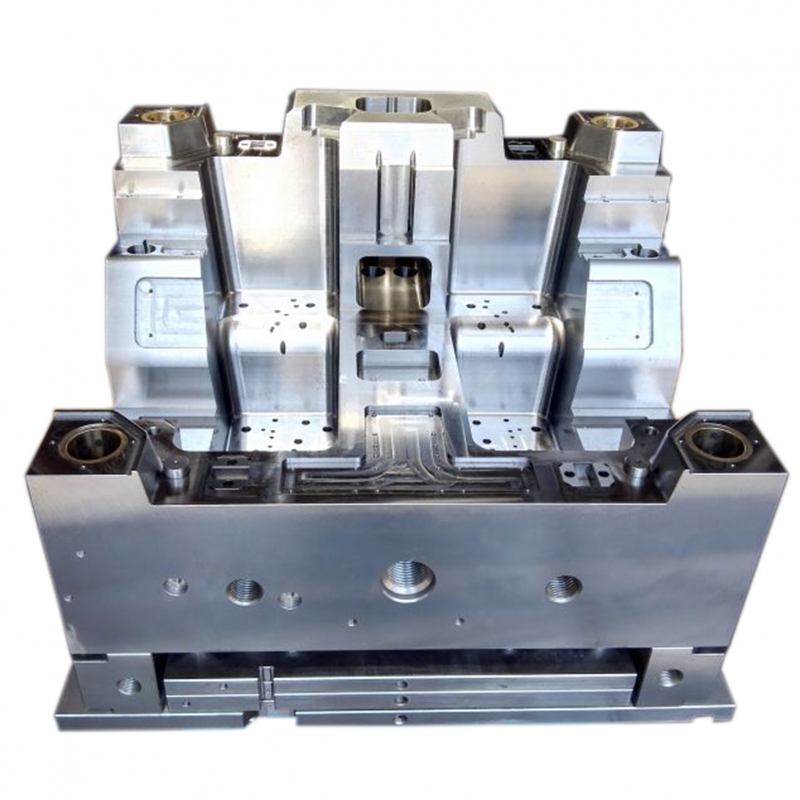
江门订制塑胶模胚构造关键包含由凹模组合基钢板、凹模部件和凹模组合木卡板构成的具备可变性凹模的凹模,由凸模组合基钢板、凸模部件、凸模组合木卡板、凹模断开部件和侧截组合板构成的具备可变形芯的凸模。为了更好地改善塑料的性能,也要在高聚物中加上各种各样辅材,如填充料、增粘剂、润滑液、增稠剂、添加剂等,才可以变成性能优良的塑料。防腐蚀涂料是塑料的最主要成分,其在塑料中的含量一般在40%~100%。因为含量大,并且环氧树脂的特性经常决策了塑胶模胚的特性,因此 大家常把环氧树脂当做是塑料的近义词。
 浙公网安备33028102001637号
浙公网安备33028102001637号



