
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
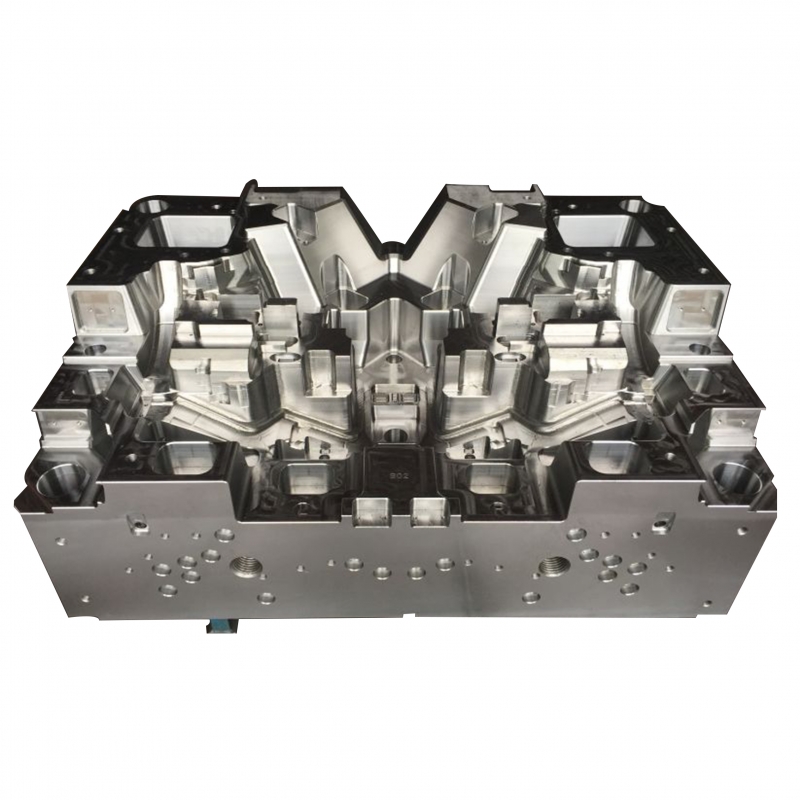
一般模具制造包含模具设计方案、选料、热处理、机械加工、调节和安裝。据统计,在丽水双色模模胚无效的因素中,应用的原材料和热处理是危害使用期限的关键因素。从全方位质量控制的视角看来,危害模具使用期限的因素不能用代数式的和来考量,而应该是好几个因素的相乘,因而模具原材料和热处理的好坏在全部模具制造全过程中至关重要。依据对双色模模胚无效普遍状况的剖析,塑料模具在应用全过程中会造成磨损失效、部分形变无效和破裂无效。塑料模具的关键无效方式可分成磨损失效、部分塑性形变无效和破裂无效。

注射模、压缩模、传送模、挤压模、吹塑模、热成形模等。注射模,规格高精度、高效率、不可以生产加工流通性差的才料。订制双色模模胚压缩模,密实度性好、能生产加工流通性差的才料、高效率低、精密度低、机器设备简易。传送模,有注射和压缩的优势,但高效率较低,维护保养繁杂。吹塑,用于生产制造大容量薄壁零件,如口带、玻璃瓶。挤压,用于生产制造仅有平面图规格,长短较长的零件,如管道、电缆线皮。热成形,订制双色模模胚用于生产制造大张口的薄壁商品,如一次性塑料饭盒、一次性塑料杯等。
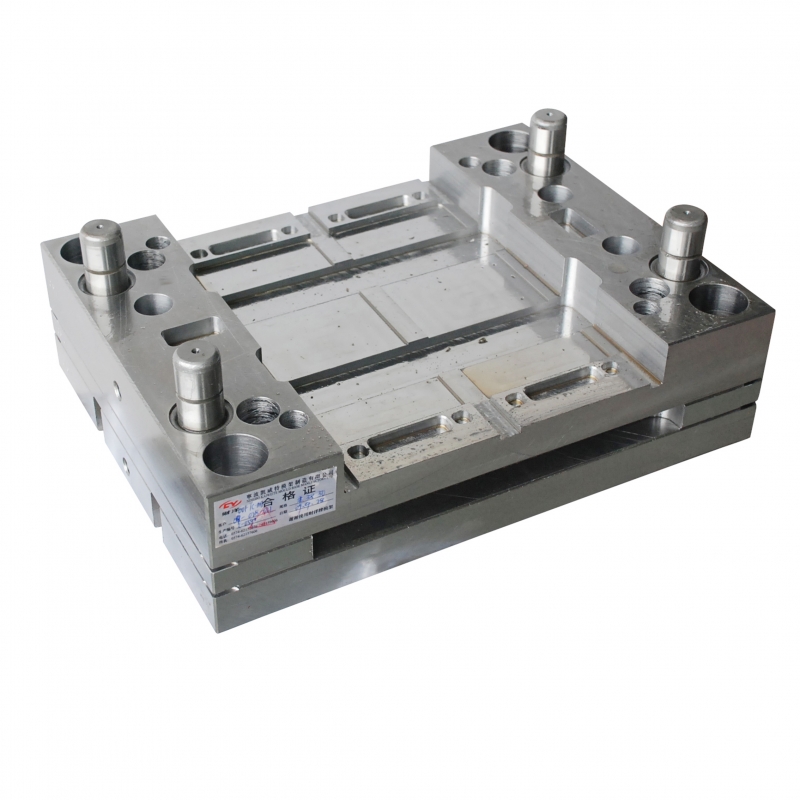
模架本身压根沒有上,下摸之分,这就例如:二份砖放到一起,我们不能目的性的说上砖,下砖,假如存有下模下模的定义,学过物理的人都了解,它是必须一个参照或是参考点来讲的。最普遍的丽水订制双色模模胚便是两开模,说白了的两开模,便是有两个关键的凹模,你能上下开模,还可以左右开模,因而,仅有在左右开模的工作情况下,才有下模,下模的实际意义存有。一般来说,左右开模是在高速冲床,浇注机,四柱液压机上更为普遍,而且在这类状况下,下模也称为动模,下模称为静模,这是由于,开模的情况下是机械设备组织推动动模升高,进行开模姿势,因此 ,双色模模胚就出現了下模和下模。
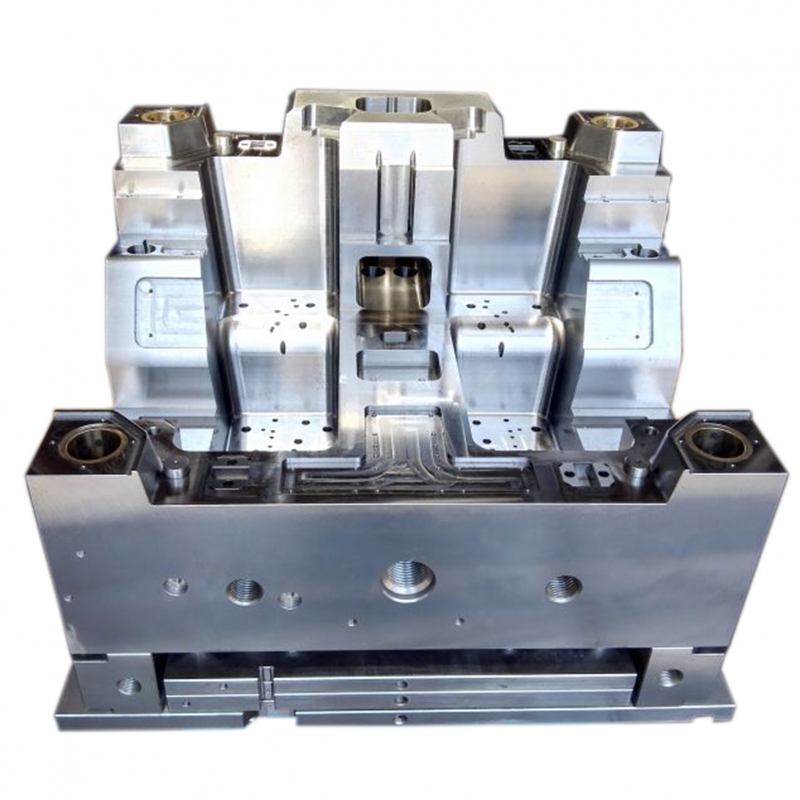
因为遭受多种要素的侵扰,塑胶制品的出模没能圆满完成,促使丽水订制双色模模胚中还残余一部分商品,为了更好地不危害模貝的再度应用,必须有用的将这些残余物除去。一般状况下可以用紫铜片硬挤入制品同塑料模具的间隙内,撬着使制品摆脱模腔,但倘若对与错有色金属型丽水订制双色模模胚得话要沉稳的了,一不小心有也许会使模貝损伤。只有在制品的外表和实体模型外表弄裂,不必磕伤模腔外表。倘若也有一小部分没法取下的制品残块,应用这类材料的有机溶剂施胶在上面,待融解后用黄铜棒打出,但同样要确保安全。
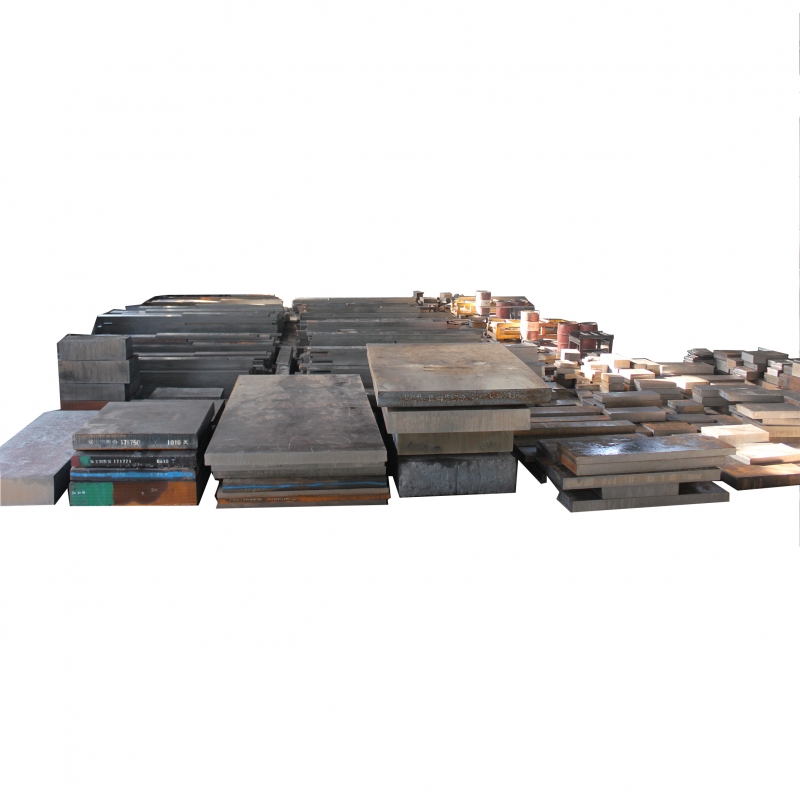
丽水订制双色模模胚开发工作中发展比较晚,加上宣传策划、落实和营销推广工作成效小,因而模架标准化落後於生产,更落後於全世界很多工业生产比较发达的我国。海外模具资本主义国家,如日本、英国、法国等,模具标准化工作中已有近100年的历史时间,模具规范的制定、模架标件的生产与供货,已产生了健全的体系。中国模架标准化体系包含四大类规范,即:模具基本规范、模具加工工艺产品质量标准、模具零部件规范及与模具生产有关的标准规范。现阶段中国现有约2万家丽水订制双色模模胚开发,模架生产拥有非常大发展趋势,但与工业生产生产规定对比,尚很不适合,在其中一个关键缘故便是模架标准化水平和水准不高。
 浙公网安备33028102001637号
浙公网安备33028102001637号



