
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

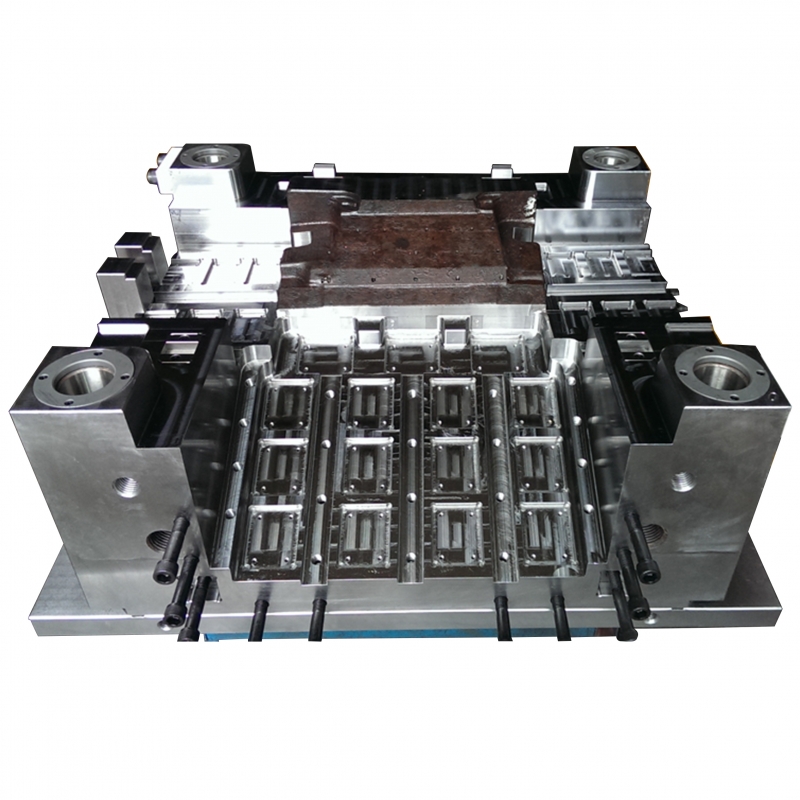
在我们收到一副订制标准模胚需定样试模时,大家一直期盼能早一些试出一个結果且祈祷全过程成功以防消耗施工时间并导致困惑.但在这里大家务必提示二点:A.模具在设备一开启就对模具开展查验,确认模具全部的组织是不是成功,假如难题马上终止动作以防多余的比较严重后,没有问题往复式动作多开展几回,开展下一个动作.B.开展射出去动作前,对模具锁力确认,第一模制成品只有射到八成饱模.没有问题时以一切正常条件试,确认试品合乎顾客规范,再开展下一个动作高压低压检测,髙压在一切正常的条件下高20PMa底压在一切正常条件下低10PMa.来开展珠海订制标准模胚的剖析,请记全部的动作一定低压低带逐渐开展.
(1)当一新模芯逐渐生产加工时,先要查验订制标准模胚工件表面,用汽油清理整洁表面,使磨刀石面不容易沾到废弃物造成 丧失钻削的作用。(2)研粗纹时要按先难后容易的次序开展,尤其一些难研的盲区,较深底端要先研,(3)一部分工件很有可能有多份组拼在一起研光,要先各自研单独工件的粗纹或火纹路,后将全部工件拼齐研至光滑。(4)大平面图或侧平面图的工件,用食油石研去粗纹后再用竖直的钢片做透光性检验,查验是不是有高低不平或倒扣的欠佳状况出現,若有倒扣则会造成 制件出标准模胚艰难或制件挫伤。(5)为避免留意模貝工件研出倒扣或有一些迎合面需维护的状况,能用木工锯片黏贴或用打磨砂纸贴在旁边,那样可获得理想化的维护实际效果。

塑料在常温状态是玻璃态,若加温则变为弹力棉态,从而变为粘流态,进而具备优质的延展性,珠海订制标准模胚开发可以用很多高生产效率的成形方式来生产制造商品,那样便能节省原材料﹑节省施工时间,简单化加工工艺全过程,且对人力技朮规定低,易机构批量生产。1.收缩率或称缩水率。设计方案前一定先问供应商的缩水率,冲压模具时选用测算收缩率=常温下模貝规格-常温下塑料件规格;2.标准模胚比容和压缩系数。3.流动性。是塑料成型中一个很重要的要素,流动性好的易毛多边,设计方案时相互配合的空隙,气槽的深层等要依据不一样原材料的流动性设计方案规格。4.吸湿性。能源性及挥发性有机物成分。吸湿的塑料有的在塑料成形后立即放于水里让它吸满水时再开展应用,有的塑料吸湿性尤其大,占比有1:100。5.晶形。6.地应力裂开及熔血液裂。7.定形速率。
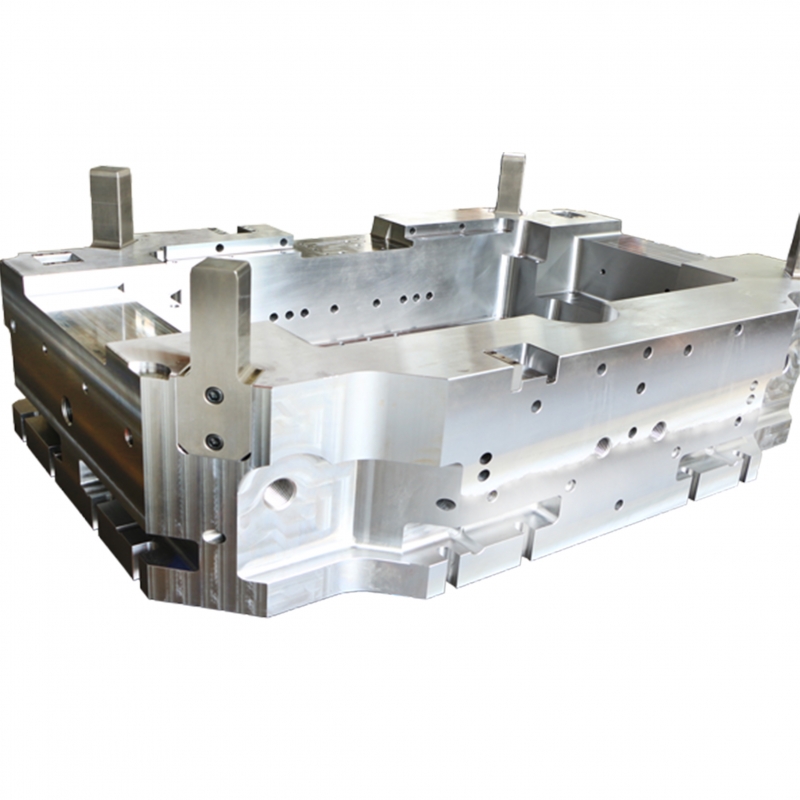
珠海订制标准模胚开发铣削整个过程至少应分为三个工艺流程类型:粗加工、半精加工和精加工,有时甚至也是有超精加工(绝大部分是髙速钻削应用)。含量钻削当然是在半精加工工艺流程后为精加工而准备充分的。在每一个工艺流程上面应继续努力为下一个工艺流程留出遍布匀称的容积,这一点十分重要。倘若数控刀片绝对路径的方向和工作上负载很少有快速的变化,订制标准模胚的使用期限就将会提升,并更加可预测分析剖析。倘若将会,就应在专业设备上进行精加工工艺流程。这会在更短的调整和安裝時间内提高模具的图形精度和质量。
 浙公网安备33028102001637号
浙公网安备33028102001637号



