
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

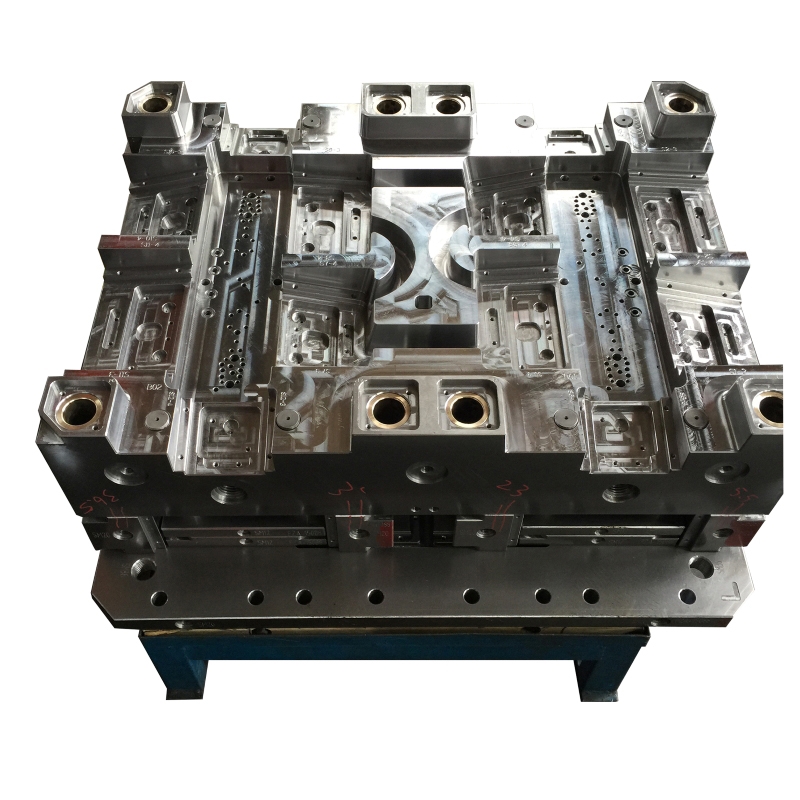
(1)当一新模芯逐渐生产加工时,先要查验订制塑胶模胚工件表面,用汽油清理整洁表面,使磨刀石面不容易沾到废弃物造成 丧失钻削的作用。(2)研粗纹时要按先难后容易的次序开展,尤其一些难研的盲区,较深底端要先研,(3)一部分工件很有可能有多份组拼在一起研光,要先各自研单独工件的粗纹或火纹路,后将全部工件拼齐研至光滑。(4)大平面图或侧平面图的工件,用食油石研去粗纹后再用竖直的钢片做透光性检验,查验是不是有高低不平或倒扣的欠佳状况出現,若有倒扣则会造成 制件出塑胶模胚艰难或制件挫伤。(5)为避免留意模貝工件研出倒扣或有一些迎合面需维护的状况,能用木工锯片黏贴或用打磨砂纸贴在旁边,那样可获得理想化的维护实际效果。

塑料在常温状态是玻璃态,若加温则变为弹力棉态,从而变为粘流态,进而具备优质的延展性,泰州订制塑胶模胚开发可以用很多高生产效率的成形方式来生产制造商品,那样便能节省原材料﹑节省施工时间,简单化加工工艺全过程,且对人力技朮规定低,易机构批量生产。1.收缩率或称缩水率。设计方案前一定先问供应商的缩水率,冲压模具时选用测算收缩率=常温下模貝规格-常温下塑料件规格;2.塑胶模胚比容和压缩系数。3.流动性。是塑料成型中一个很重要的要素,流动性好的易毛多边,设计方案时相互配合的空隙,气槽的深层等要依据不一样原材料的流动性设计方案规格。4.吸湿性。能源性及挥发性有机物成分。吸湿的塑料有的在塑料成形后立即放于水里让它吸满水时再开展应用,有的塑料吸湿性尤其大,占比有1:100。5.晶形。6.地应力裂开及熔血液裂。7.定形速率。
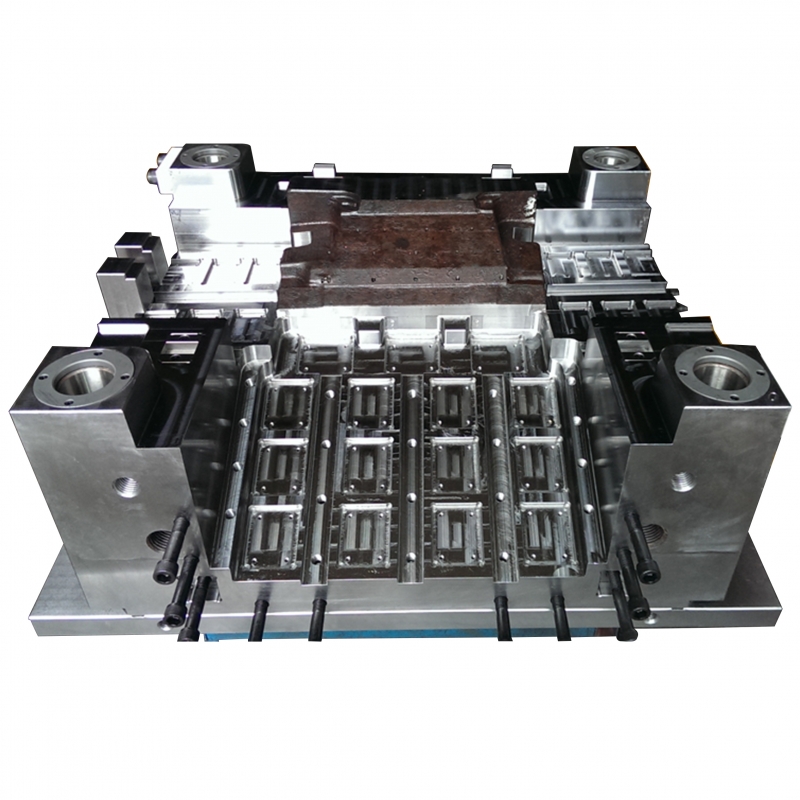
1.泰州订制塑胶模胚动模板弯折。模具在注入时,模芯内熔化塑胶造成极大的反工作压力,一般在600~1000KG/公分²。模具制作者有时候不高度重视此难题,通常更改原设计方案规格,或是把动模板用低抗压强度厚钢板替代,再用顶杆顶料的模具中,因为两边座跨度大,导致注入时模板下弯。故动模板务必采用高品质不锈钢板材,要有充足薄厚,切勿用A3等低抗压强度厚钢板,在必需时,应在动模板下边设定支撑点柱或支撑点块,以减少模板薄厚,提升承载力。2.塑胶模胚冷却欠佳或水路渗水。模具的冷却实际效果立即危害产品的品质和生产率,如冷却欠佳,产品收缩大,或收缩不匀称而出現翘面形变等缺点。另一方面模总体或部分超温,使模具不可以一切正常成形而停工,情况严重使顶杆等主题活动件热膨胀卡住而毁坏。冷却系统软件的设计方案,生产加工以商品样子而定,不必由于模具构造繁琐或生产加工艰难而省掉这一系统软件,尤其是大中小型模具一定要考虑到冷却难题。
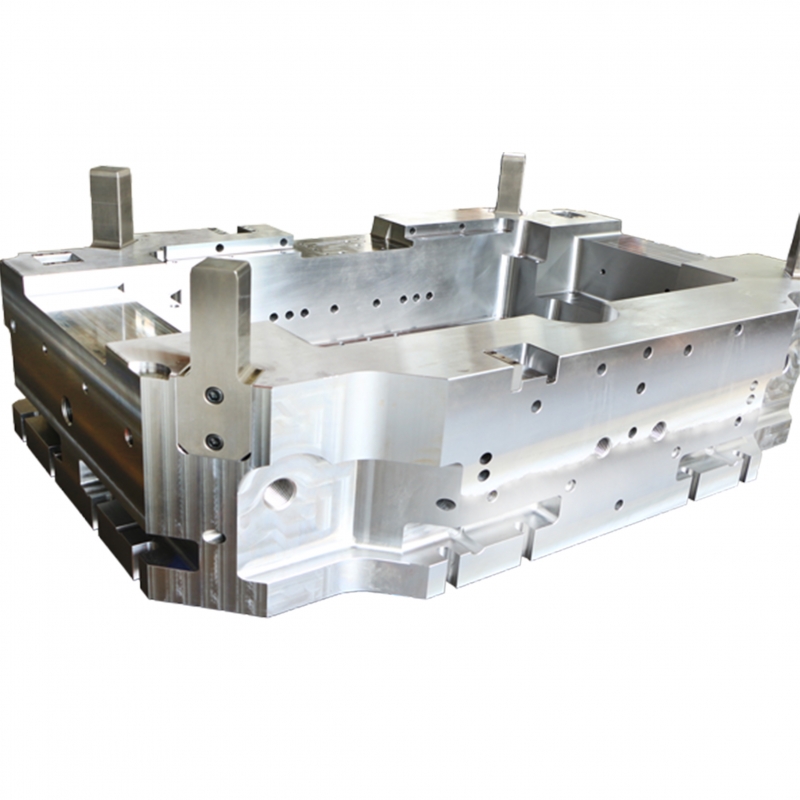
泰州订制塑胶模胚构造关键包含由凹模组合基钢板、凹模部件和凹模组合木卡板构成的具备可变性凹模的凹模,由凸模组合基钢板、凸模部件、凸模组合木卡板、凹模断开部件和侧截组合板构成的具备可变形芯的凸模。为了更好地改善塑料的性能,也要在高聚物中加上各种各样辅材,如填充料、增粘剂、润滑液、增稠剂、添加剂等,才可以变成性能优良的塑料。防腐蚀涂料是塑料的最主要成分,其在塑料中的含量一般在40%~100%。因为含量大,并且环氧树脂的特性经常决策了塑胶模胚的特性,因此 大家常把环氧树脂当做是塑料的近义词。

模具除其自身外,还必须模座、模胚、模仁造成 制品压射设备等,这种构件一般都做成通用性。模具企业必须做大做精,要依据市场的需求,及技术性、资产、机器设备等标准,明确市场定位和产品定位,这种作法特别是在非常值得中小型模具企业学习培训和借鉴,多管齐下逐步形成自身的技术性优点和品牌优势。因此 ,在我国塑胶模胚开发务必积极主动勤奋借鉴海外这种公司的工作经验,便于其将来更强的发展趋势。模具(mújù),工业化生产上用于注塑加工、注塑、挤压、铝压铸或铸造成型、冶炼厂、冲压模具等方式获得所需商品的各种各样模板和工具。简单点来说,塑胶模胚是用于制做成型物件的工具,这类工具由各种各样零件组成,不一样的模具由不一样的零件组成。
项目流程的方案设计:高品质的项目流程方案设计是保证标准模架企业灵活运作的重心。建立项目流程相互之间正中间的插孔,可以降低模型车腔定制最新项目相互之间正中间的耦合度,促进对一部分项目流程的转换不易对全局观念的流程造成破坏性的负面影响。对泰州订制塑胶模胚开发的项目流程实行建模是一个十分复杂而有挑战性的工作上,但是并不代表着没有方式可循。一切正常来讲,建模要求解决好下述好几个方向:创建重要的项目流程与輔助的项目流程。重要的项目流程是由马上存在于塑胶模胚开发的模型车腔批發实用价值传动系统传动链条上的一连串活动及其相互之间正中间的联系造成的。輔助的项目流程是由重要项目流程授于服务的一连串活动及其相互之间正中间的联系造成的。
 浙公网安备33028102001637号
浙公网安备33028102001637号



