
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

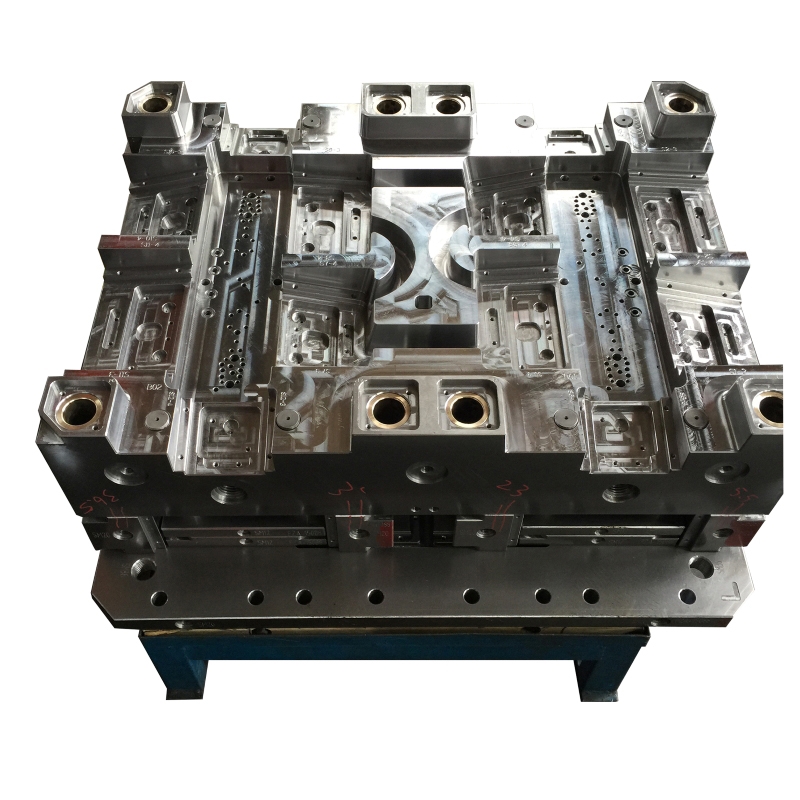
模具除其自身外,还必须模座、模胚、模仁造成 制品压射设备等,这种构件一般都做成通用性。模具企业必须做大做精,要依据市场的需求,及技术性、资产、机器设备等标准,明确市场定位和产品定位,这种作法特别是在非常值得中小型模具企业学习培训和借鉴,多管齐下逐步形成自身的技术性优点和品牌优势。因此 ,在我国出口模架开发务必积极主动勤奋借鉴海外这种公司的工作经验,便于其将来更强的发展趋势。模具(mújù),工业化生产上用于注塑加工、注塑、挤压、铝压铸或铸造成型、冶炼厂、冲压模具等方式获得所需商品的各种各样模板和工具。简单点来说,出口模架是用于制做成型物件的工具,这类工具由各种各样零件组成,不一样的模具由不一样的零件组成。

一、蚌埠订制出口模架开发生产制造前的保养:模具生产制造前须对模具的表面的油渍,锈迹清除整洁查验锻造,塑料模具的冷却循环水孔是不是有异物,是不是有水路堵塞.二、生产制造中塑料模具的保养:1、清理模具分析面和排气管槽的异物胶丝,异物,油物等并查验模具的模具顶针是不是出现异常并按时上油.分模面、过流道面清理每日2次。正确引导梢、轴套、部位决策梢的踩油门每日一次。2、定期维护模具的水路是不是通畅,并对全部的拧紧镙丝开展拧紧.3、查验模具的行程开关是不是出现异常,斜销.斜导柱是不是出现异常.三、关机时蚌埠订制出口模架的保养:关机以前须先关掉制冷水路,吹净模具内的水路的余水,查验模具的表面是不是有残余的胶丝,异物等将其清除整洁后匀称喷上防锈油,精确填好有关纪录.台州黄岩西诺模具着眼于变成您的模具大管家,为您打造出高质量的塑料模具。
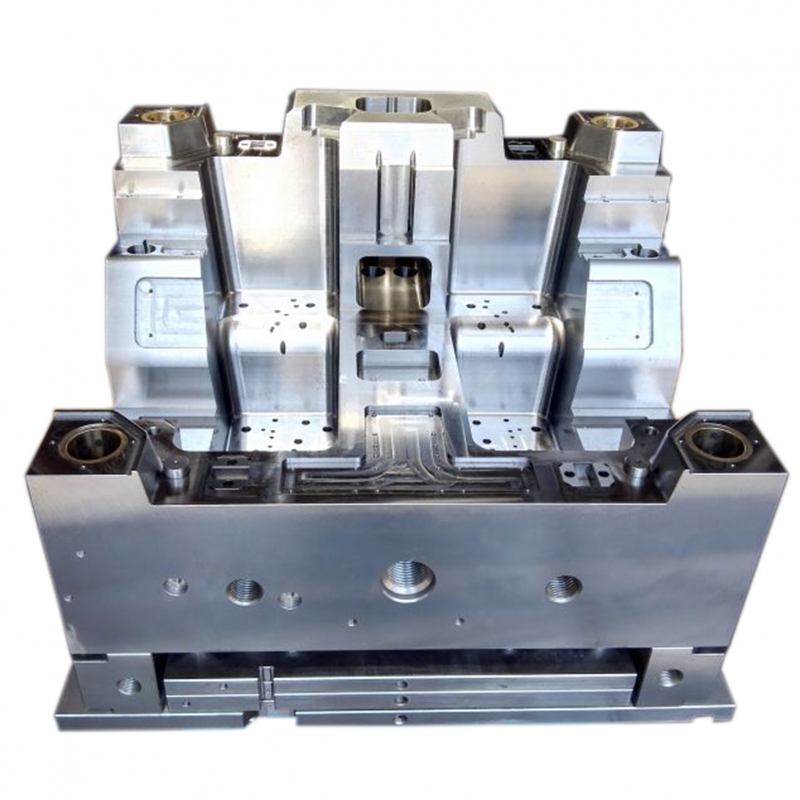
(1)当一新模芯逐渐生产加工时,先要查验订制出口模架工件表面,用汽油清理整洁表面,使磨刀石面不容易沾到废弃物造成 丧失钻削的作用。(2)研粗纹时要按先难后容易的次序开展,尤其一些难研的盲区,较深底端要先研,(3)一部分工件很有可能有多份组拼在一起研光,要先各自研单独工件的粗纹或火纹路,后将全部工件拼齐研至光滑。(4)大平面图或侧平面图的工件,用食油石研去粗纹后再用竖直的钢片做透光性检验,查验是不是有高低不平或倒扣的欠佳状况出現,若有倒扣则会造成 制件出出口模架艰难或制件挫伤。(5)为避免留意模貝工件研出倒扣或有一些迎合面需维护的状况,能用木工锯片黏贴或用打磨砂纸贴在旁边,那样可获得理想化的维护实际效果。
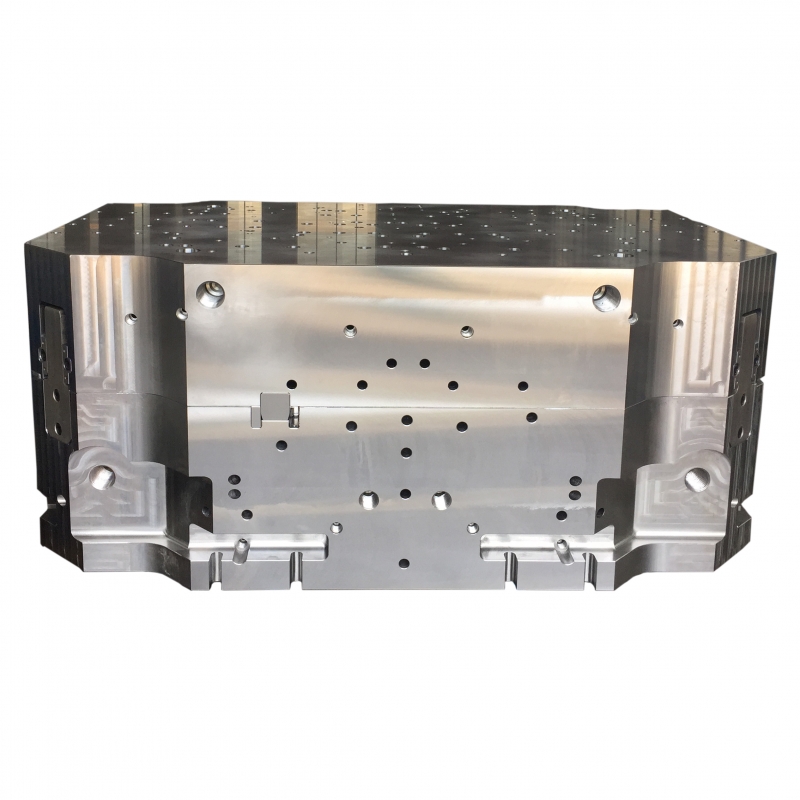
模具是指作为大批量成形生产加工冲压模具等产品的精细成形专用工具。出口模架精度包含生产加工上得到的零件精度和生产制造时确保商品精度的质量意识,但一般 所说的模具精度,关键是指模具工作中零件的精度。①.模具生产加工中的精度概念是指模具零件加工及拼装后的具体几何图形主要参数与设计方案几何图形主要参数的合乎水平。②.模具生产制造中的精度概念是指蚌埠订制出口模架开发员工在生活实践中逐步完善的、具体指导员工生产制造个人行为的一各思维方式,一种质量意识,即在企业员工的个人行为中,自始至终落实掌握商品精度的质量意识。
1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、蚌埠订制出口模架成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制出口模架各一部分的抗压强度要用心剖析,测算成型零件工作中规格。

1、分析面,即出口模架合闭时型腔与模座互相配合的触碰表面。它的部位和方式的选中,受产品样子及外型、壁厚、成形方式、后制作工艺、模具种类与结构、出模方式及成形机结构等要素的危害。2、结构件,即繁杂模具的导轨滑块、斜导柱、直顶块等。结构件的设计方案十分重要,关联到订制出口模架的使用寿命、生产加工周期时间、成本费、产品品质等,因而设计方案繁杂模具关键结构对设计师的综合能力规定较高,尽量追求完美更简单、更经久耐用、更经济发展的方案设计。
 浙公网安备33028102001637号
浙公网安备33028102001637号



