
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
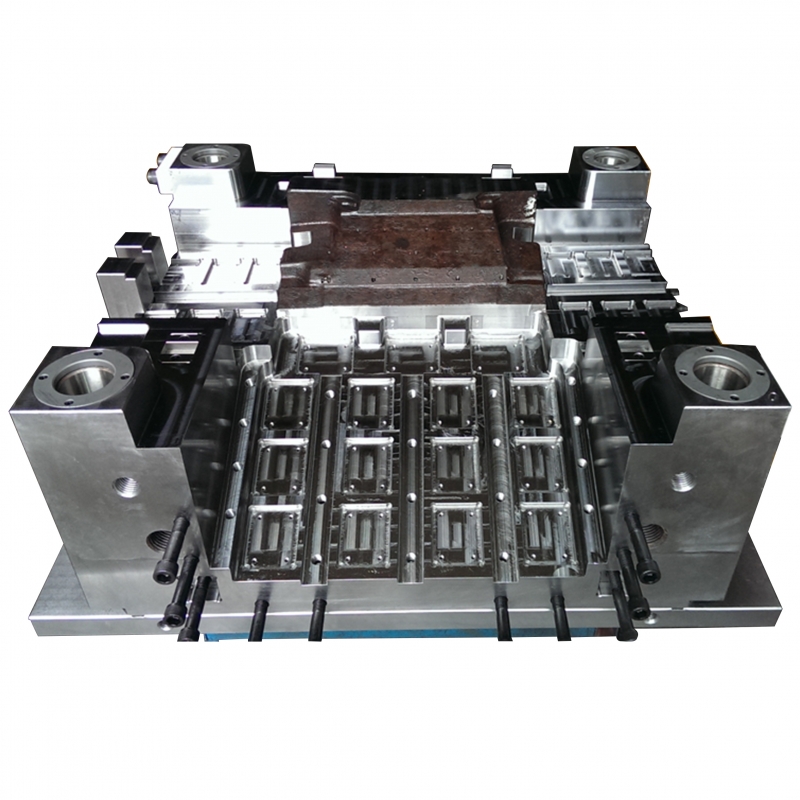
金华订制模架开发工作中发展比较晚,加上宣传策划、落实和营销推广工作成效小,因而模架标准化落後於生产,更落後於全世界很多工业生产比较发达的我国。海外模具资本主义国家,如日本、英国、法国等,模具标准化工作中已有近100年的历史时间,模具规范的制定、模架标件的生产与供货,已产生了健全的体系。中国模架标准化体系包含四大类规范,即:模具基本规范、模具加工工艺产品质量标准、模具零部件规范及与模具生产有关的标准规范。现阶段中国现有约2万家金华订制模架开发,模架生产拥有非常大发展趋势,但与工业生产生产规定对比,尚很不适合,在其中一个关键缘故便是模架标准化水平和水准不高。
金华订制模架开发铣削整个过程至少应分为三个工艺流程类型:粗加工、半精加工和精加工,有时甚至也是有超精加工(绝大部分是髙速钻削应用)。含量钻削当然是在半精加工工艺流程后为精加工而准备充分的。在每一个工艺流程上面应继续努力为下一个工艺流程留出遍布匀称的容积,这一点十分重要。倘若数控刀片绝对路径的方向和工作上负载很少有快速的变化,订制模架的使用期限就将会提升,并更加可预测分析剖析。倘若将会,就应在专业设备上进行精加工工艺流程。这会在更短的调整和安裝時间内提高模具的图形精度和质量。
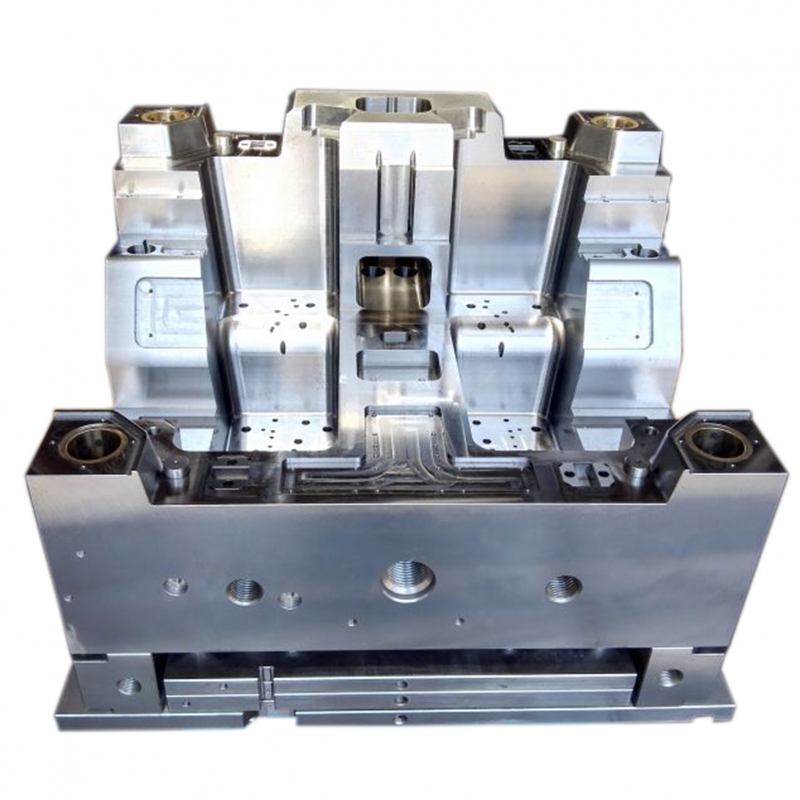
1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、金华订制模架成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制模架各一部分的抗压强度要用心剖析,测算成型零件工作中规格。

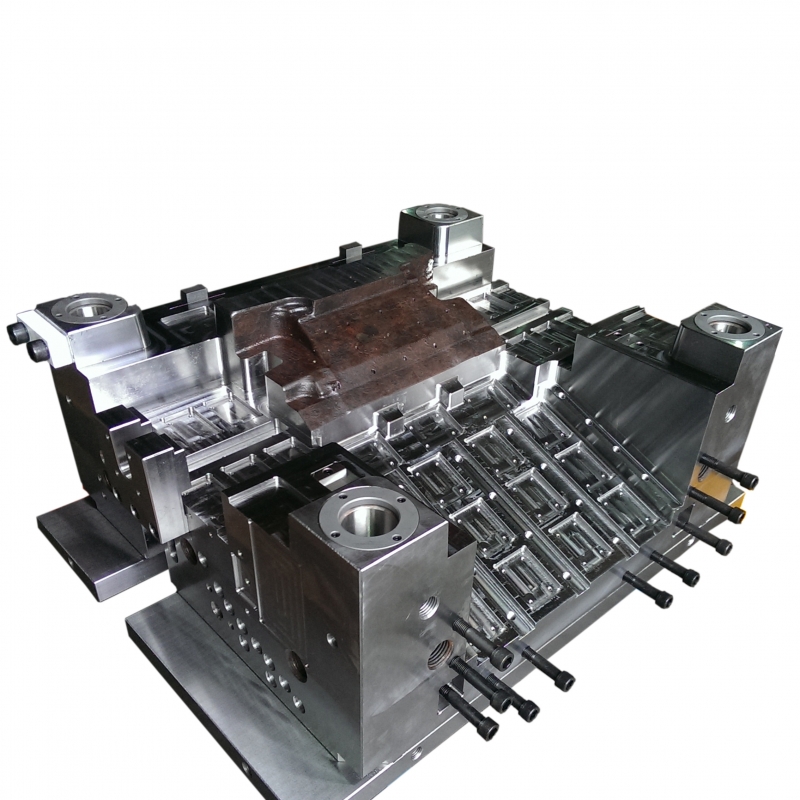
因为塑料和塑料成型领域的发展,对金华模架的品质规定愈来愈高,因而塑料模具的无效以及影响因素变成一个关键的课题研究。塑料模具的关键工作中构件是成型件,如冲针和冲压模具,他们产生塑料模具的凹模,产生塑料零件的各种各样表面,并与塑料直接接触,承受力、温度、磨擦和浸蚀的功效。金华订制模架钢的特性规定伴随着加工制造业的迅速发展,塑料模具是塑料成型生产加工中不能缺乏的专用工具,其在模貝总产值中的比例逐渐提升。伴随着性能卓越塑料的发展和持续生产制造,塑料商品的类型愈来愈多,主要用途愈来愈广,商品愈来愈繁杂、进口替代和复杂。伴随着成型生产制造向髙速发展,模貝的工作中标准愈来愈繁杂。
 浙公网安备33028102001637号
浙公网安备33028102001637号



