
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

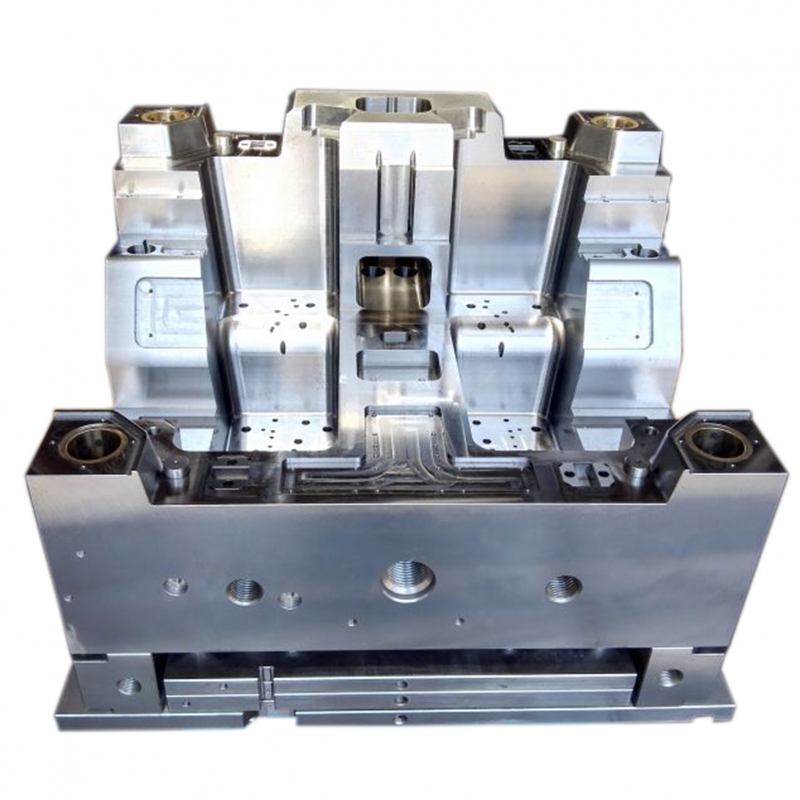
舟山订制标准模胚开发基础零件有:①成型零件,包括型腔、模座、各种各样成型芯,全是成型制品内、外表层或上、下内孔、侧孔、侧凹和外螺纹的零件。②支撑固定不动零件,包括模座板、固定不动板、支承板、保护层垫块等,用以固定不动模貝或支撑工作压力。③导向性零件,包括定位销和导柱,用以明确模貝或发布组织健身运动的相对位置。④抽芯零件,包括斜销、导轨滑块等,在模貝打开时用以抽出来主题活动型芯,使制品出模。⑤发布零件,包括摆杆、推管、推块、推件板、推件环、摆杆固定不动板、推板等,用以使制品出模。注塑模具多营销推广选用规范模架,这类模架是由构造、方式和规格早已规范化和通用化的基础零件成套设备组成,其模芯可依据制品样子自主生产加工。选用规范模架有益于减少订制标准模胚制作周期时间。

1.舟山订制标准模胚导柱损害。导柱在模具中关键起导向性功效,以确保型芯和凹模的成形面在一切状况下互相碰撞,不可以以导柱做为承受力件或精准定位件用。在下列几类状况下,注入时动,定模将造成极大的侧面偏移力:(1).塑件壁厚规定不匀称时,料商品流通过厚壁管处速度大,在这里造成很大的工作压力;(2).塑件侧边不一样,如梯形分型面的模具,相对性的两边面所受的反工作压力不相同。2.订制标准模胚动、定模偏移。大中型模具,因各向充料速度不一样,及其在装模时受模具自身重量的危害,造成动﹑定模偏移。在所述几类状况下,注入时侧面偏移力将加进导柱上,出模时导柱表层压光,损害,比较严重时导柱弯折或断开,乃至没法出模。为了更好地处理之上难题,在模具分型表面加设高韧性的精准定位键四面各一个,简单合理的是选用圆柱体键。导柱孔与分模面的平整度尤为重要。在生产加工时是选用动、定模指向部位夹持后,在铣床上一次镗完,那样可确保动、定模孔的同轴度,并使平整度误差值最少。除此之外,导柱及导柱的热处理工艺强度尽量做到设计方案规定。
1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、舟山订制标准模胚成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制标准模胚各一部分的抗压强度要用心剖析,测算成型零件工作中规格。

订制标准模胚是生产制造塑料产品的专用工具。它由几个零件构成,这类组成中有成型腔。在注射成型全过程中,将模具夹持在注射成型机里,将熔化塑料注射到成型腔中,在腔中制冷并成型,随后分离出来上模具和下模具,商品从腔中排出来并根据排出来系统软件离去模具,随后再度关掉订制标准模胚开展下一次注射成型。全部注塑加工全过程循环系统开展。依据成型方式的不一样,能够区划出不一样加工工艺规定相匹配的塑料生产加工模具种类,关键包含注塑加工模具、挤压成型模具、吸朔成型模具、高聚氨酯发泡聚乙烯成型模具等。
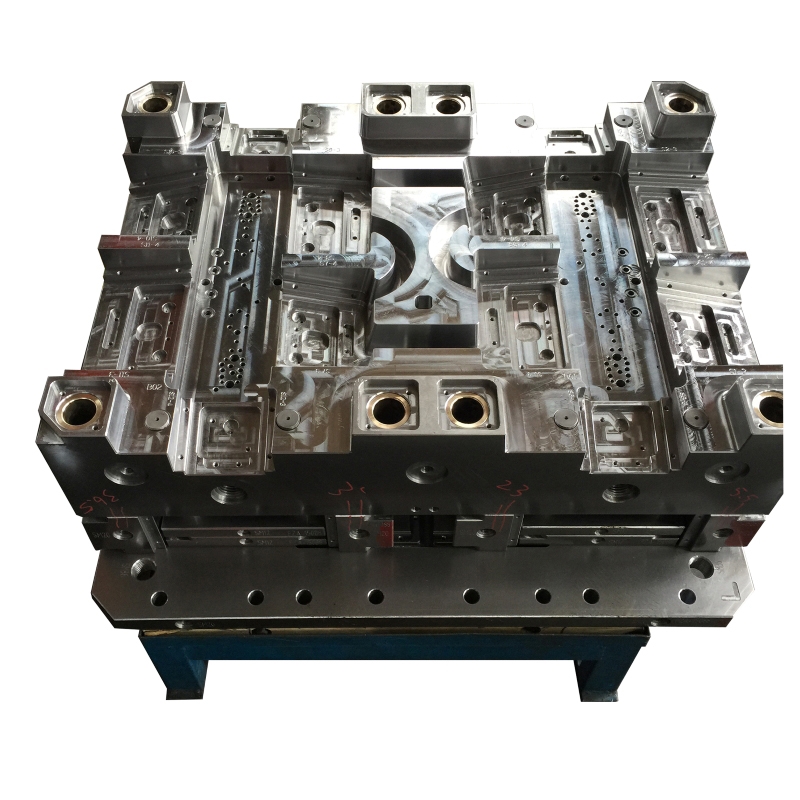
硅胶模具的原材料是模具硅胶,一般构造是有:基胶、偶联剂、金属催化剂、填料和防腐剂五个组分组成,而实际上基胶、偶联剂和填料为一个组分,金属催化剂被独立做为一个组分,这也就是为何模具硅胶是双组份室内温度硅橡胶的来历。舟山订制标准模胚的构造关键包含由凹模组合基钢板、凹模部件和凹模组合木卡板构成的具备可变性凹模的凹模,由凸模组合基钢板、凸模部件、凸模组合木卡板、凹模断开部件和侧截组合板构成的具备可变形芯的凸模。为了更好地提升标准模胚的特性,也要在高聚物中加上各种各样辅材,如填料、增粘剂、润滑液、增稠剂、添加剂等。
 浙公网安备33028102001637号
浙公网安备33028102001637号



