
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、肇庆订制出口模胚成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制出口模胚各一部分的抗压强度要用心剖析,测算成型零件工作中规格。

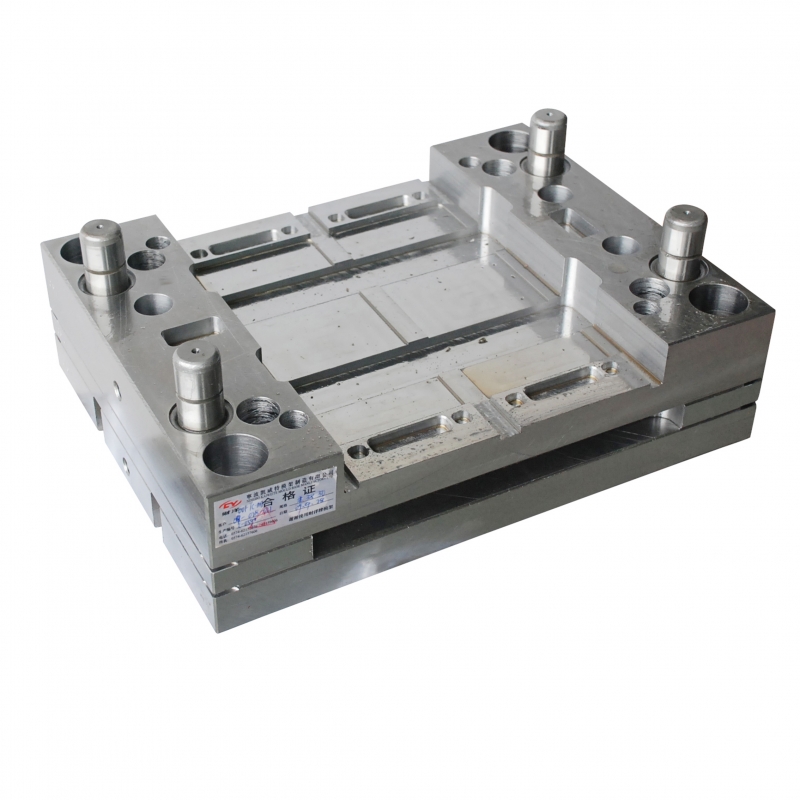
非标准模架跟规范模架的差别 出口模胚跟非标准模架的区别标准模架生产线设备主要是加工中心,数控磨床,刨床。加工中心,磨床加工6个面光亮至规定规格型号。刨床将模架上的精密度要求不太高的孔:如螺丝孔、起重吊钩孔开洞,攻牙。一副标准模架最基本的要求就是务必完满出模。出模完满是不是,与4个导柱孔的精密度,马上相关。因而一般情况都务必用CNC立式数控车床加工管理中心进行快速开洞接着铣削,以保证精密度。非标模架就是在上述的规规范模架的大部分,再进行深度加工。这里常说的深度加工是指在除了4个导柱孔以外,其他一套模貝所务必的模仁(模框),精精确定位,锁模块,水路(升温/致冷液體安全出口),顶针孔等。从而使肇庆订制出口模胚开发能够马上装上其生产制造好的模仁(模仁),就可以进行试样和注塑产品生产加工。

因为塑料和塑料成型领域的发展,对肇庆出口模胚的品质规定愈来愈高,因而塑料模具的无效以及影响因素变成一个关键的课题研究。塑料模具的关键工作中构件是成型件,如冲针和冲压模具,他们产生塑料模具的凹模,产生塑料零件的各种各样表面,并与塑料直接接触,承受力、温度、磨擦和浸蚀的功效。肇庆订制出口模胚钢的特性规定伴随着加工制造业的迅速发展,塑料模具是塑料成型生产加工中不能缺乏的专用工具,其在模貝总产值中的比例逐渐提升。伴随着性能卓越塑料的发展和持续生产制造,塑料商品的类型愈来愈多,主要用途愈来愈广,商品愈来愈繁杂、进口替代和复杂。伴随着成型生产制造向髙速发展,模貝的工作中标准愈来愈繁杂。

一、订制出口模胚设计方案根据:尺寸精度两者之间有关尺寸的准确性。依据塑胶制品的全部商品上的实际要和作用来明确其外边品质和实际尺寸归属于哪一种:外型品质规定较高,尺寸精度规定较低的塑胶制品,如小玩具;多功能性塑胶制品,尺寸规定严苛;外型与尺寸都规定严格的塑胶制品,如数码相机。脱模斜度否有效。脱模斜度立即关联到塑胶制品的脱模和品质,即关联到注入全过程中,注入是不是能顺利开展:脱模斜度有充足;斜度要与塑胶制品在成形的分模或分模脸相融入;是不是会危害外型和壁厚尺寸的精度;是不是会危害塑胶制品某位置的抗压强度。二、肇庆订制出口模胚设计方案程序流程:对塑胶制品图及实体线(式样)的剖析和消化吸收:A、产品的几何图形样子;B、尺寸、尺寸公差及设计方案标准;C、技术标准;D、塑胶名字、型号E、表层规定
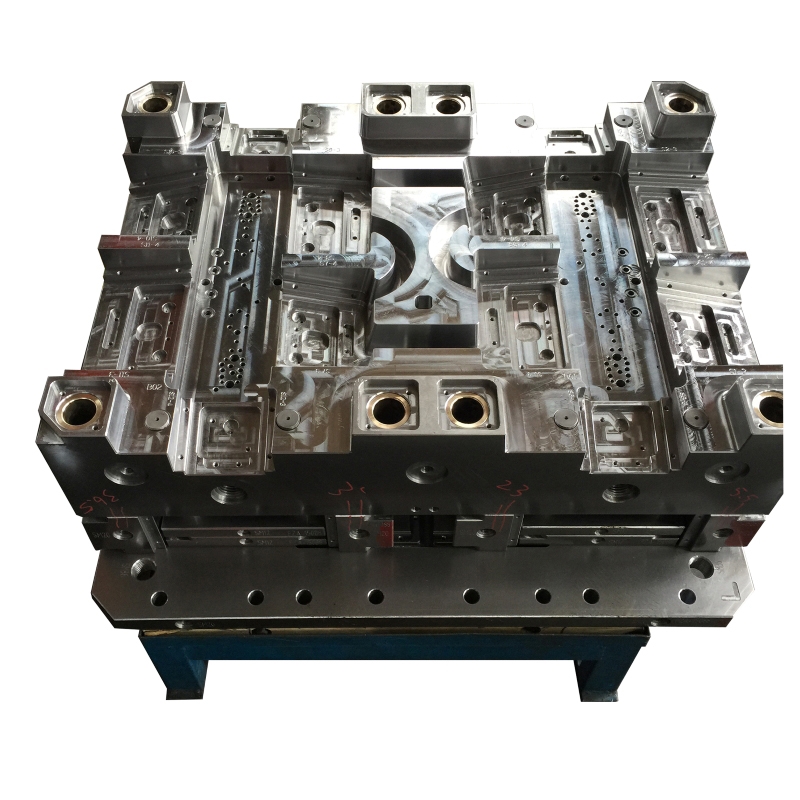
肇庆订制出口模胚开发铣削整个过程至少应分为三个工艺流程类型:粗加工、半精加工和精加工,有时甚至也是有超精加工(绝大部分是髙速钻削应用)。含量钻削当然是在半精加工工艺流程后为精加工而准备充分的。在每一个工艺流程上面应继续努力为下一个工艺流程留出遍布匀称的容积,这一点十分重要。倘若数控刀片绝对路径的方向和工作上负载很少有快速的变化,订制出口模胚的使用期限就将会提升,并更加可预测分析剖析。倘若将会,就应在专业设备上进行精加工工艺流程。这会在更短的调整和安裝時间内提高模具的图形精度和质量。

肇庆出口模胚分类方法许多 ,以往常应用的有:按模具结构方式分类,如单工艺流程模,小复式冲压模具等;按应用目标分类,如轿车遮盖件模具、电动机模具等;按生产加工原材料性质分类,如金属制造用模具,非金属材料制用模具等;按模具生产制造原材料分类,如硬质合金刀具模具等;按加工工艺性质分类,如拉深模、粉未冶金模、锻模等。这种类方法中,一些不可以全方位地体现各种各样模具的构造和成形制作工艺的特性,及其他们的应用作用。因此,选用以应用模具开展成形生产加工的加工工艺性质和应用目标为主导的综合性分类方法,将模具分成十大类,各种类出口模胚,又可依据模具结构、原材料、应用作用及其模具制作方式等分成多个小项或种类。
 浙公网安备33028102001637号
浙公网安备33028102001637号



