
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
历经剖析恰好是,应力是造成淮安订制出口模胚损坏的关键缘故,而应力来自许多 便捷,包含机械设备、有机化学、实际操作冲击性等全是。为了更好地减少塑料模具损坏的概率,在模具制造生产制造全过程中,一定要操纵好毛胚煅造品质。在对塑料模具开展车、铣、刨等终生产加工时,能够根据正中间淬火的方法清除生产加工造成的钻削应力。值得一提的是,订制出口模胚在开展淬火钢磨削会造成磨削应力和磨擦热,造成变软层、渗碳层,减少了热疲劳极限,非常容易造成 热裂、初期裂痕。

淮安出口模胚分类方法许多 ,以往常应用的有:按模具结构方式分类,如单工艺流程模,小复式冲压模具等;按应用目标分类,如轿车遮盖件模具、电动机模具等;按生产加工原材料性质分类,如金属制造用模具,非金属材料制用模具等;按模具生产制造原材料分类,如硬质合金刀具模具等;按加工工艺性质分类,如拉深模、粉未冶金模、锻模等。这种类方法中,一些不可以全方位地体现各种各样模具的构造和成形制作工艺的特性,及其他们的应用作用。因此,选用以应用模具开展成形生产加工的加工工艺性质和应用目标为主导的综合性分类方法,将模具分成十大类,各种类出口模胚,又可依据模具结构、原材料、应用作用及其模具制作方式等分成多个小项或种类。
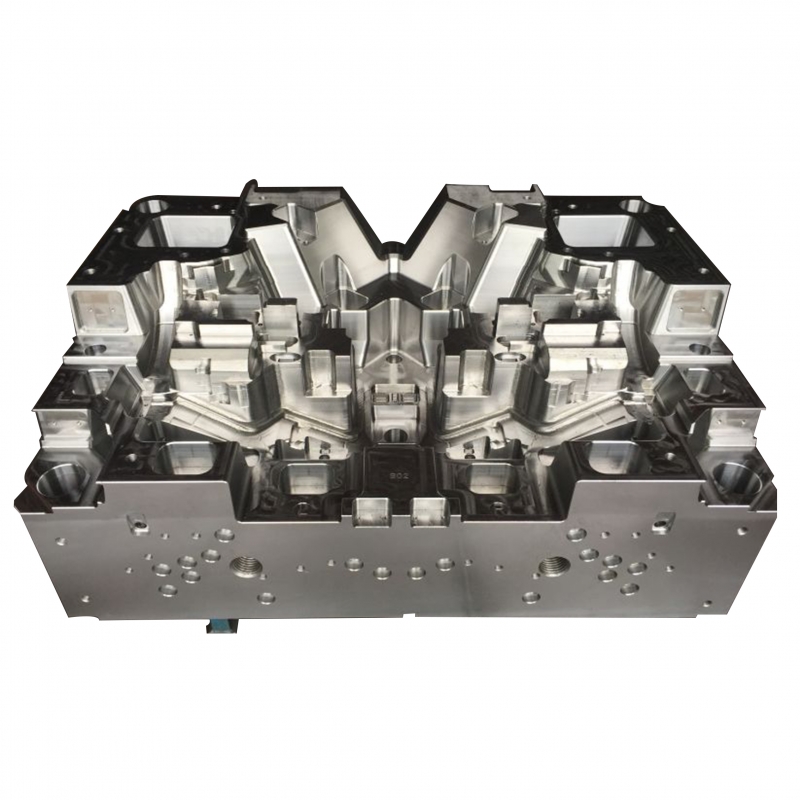
订制出口模胚是生产制造塑料产品的专用工具。它由几个零件构成,这类组成中有成型腔。在注射成型全过程中,将模具夹持在注射成型机里,将熔化塑料注射到成型腔中,在腔中制冷并成型,随后分离出来上模具和下模具,商品从腔中排出来并根据排出来系统软件离去模具,随后再度关掉订制出口模胚开展下一次注射成型。全部注塑加工全过程循环系统开展。依据成型方式的不一样,能够区划出不一样加工工艺规定相匹配的塑料生产加工模具种类,关键包含注塑加工模具、挤压成型模具、吸朔成型模具、高聚氨酯发泡聚乙烯成型模具等。
据不彻底统计分析,机械加工制造领域中每一年淮安订制出口模胚的消耗量使用价值是各种各样数控车床总额的五倍,可想而知,机械设备、冶金工业、轻工业、电子器件等领域中模具销售市场是这般的极大。又如:在行业,每一年仅热扎轧辊消耗量便在三十万吨之上,热轧辊使用价值占不锈钢板材生产成本的5%之上。模具的很多耗费,不但立即提升生产成本,并且因经常拆换模具而导致很多生产流水线经常停工导致更高的财产损失。订制出口模胚的无效实际上均以其表面部分原材料磨坏等缘故而损毁,并且模具的生产加工周期时间较长、生产加工花费极高(尤其是精细繁杂模具或大中型模具生产制造加工成本达到数十万元甚至数百万元)。

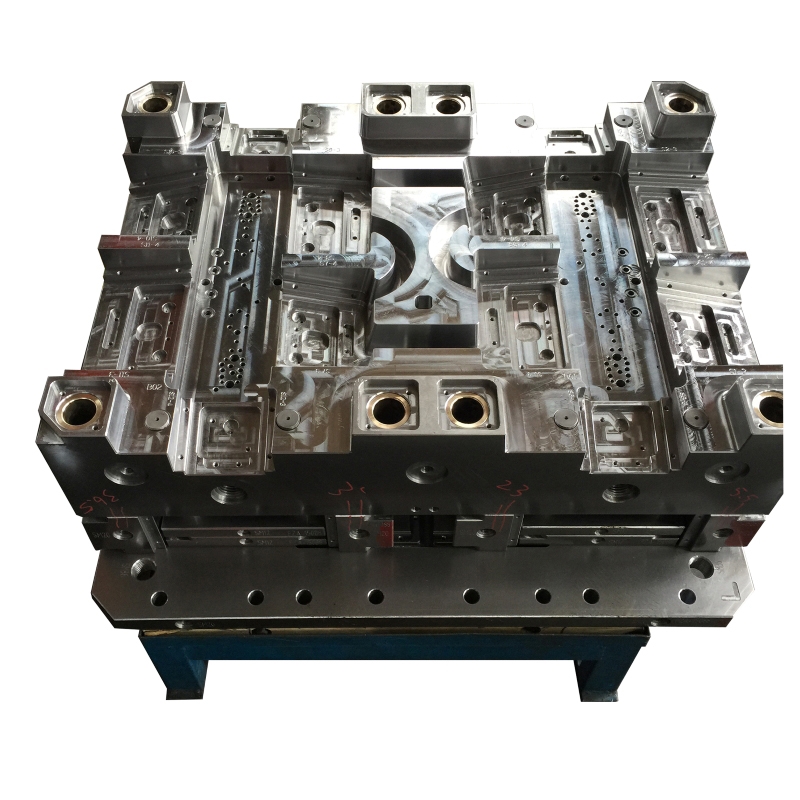
在我们收到一副订制出口模胚需定样试模时,大家一直期盼能早一些试出一个結果且祈祷全过程成功以防消耗施工时间并导致困惑.但在这里大家务必提示二点:A.模具在设备一开启就对模具开展查验,确认模具全部的组织是不是成功,假如难题马上终止动作以防多余的比较严重后,没有问题往复式动作多开展几回,开展下一个动作.B.开展射出去动作前,对模具锁力确认,第一模制成品只有射到八成饱模.没有问题时以一切正常条件试,确认试品合乎顾客规范,再开展下一个动作高压低压检测,髙压在一切正常的条件下高20PMa底压在一切正常条件下低10PMa.来开展淮安订制出口模胚的剖析,请记全部的动作一定低压低带逐渐开展.
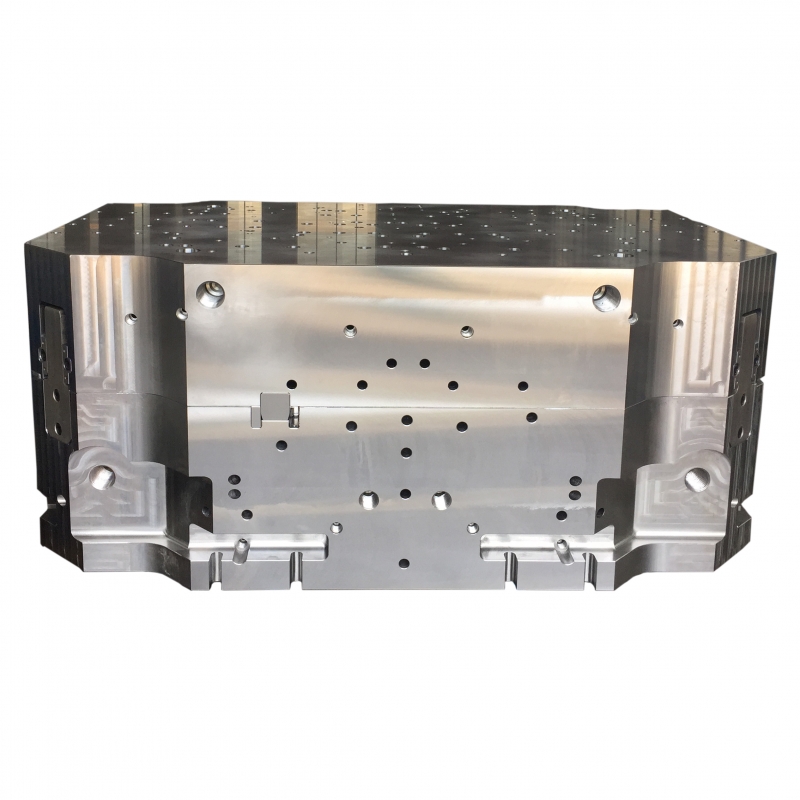
1.淮安订制出口模胚导柱损害。导柱在模具中关键起导向性功效,以确保型芯和凹模的成形面在一切状况下互相碰撞,不可以以导柱做为承受力件或精准定位件用。在下列几类状况下,注入时动,定模将造成极大的侧面偏移力:(1).塑件壁厚规定不匀称时,料商品流通过厚壁管处速度大,在这里造成很大的工作压力;(2).塑件侧边不一样,如梯形分型面的模具,相对性的两边面所受的反工作压力不相同。2.订制出口模胚动、定模偏移。大中型模具,因各向充料速度不一样,及其在装模时受模具自身重量的危害,造成动﹑定模偏移。在所述几类状况下,注入时侧面偏移力将加进导柱上,出模时导柱表层压光,损害,比较严重时导柱弯折或断开,乃至没法出模。为了更好地处理之上难题,在模具分型表面加设高韧性的精准定位键四面各一个,简单合理的是选用圆柱体键。导柱孔与分模面的平整度尤为重要。在生产加工时是选用动、定模指向部位夹持后,在铣床上一次镗完,那样可确保动、定模孔的同轴度,并使平整度误差值最少。除此之外,导柱及导柱的热处理工艺强度尽量做到设计方案规定。
 浙公网安备33028102001637号
浙公网安备33028102001637号



