
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

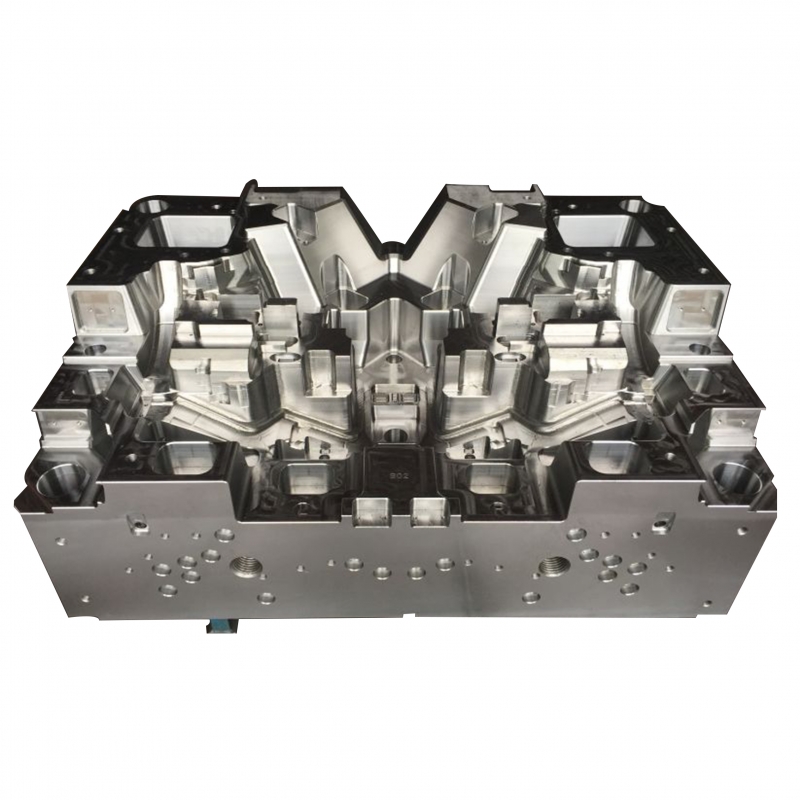
丽水订制模胚的构造尽管因为塑料种类和特性、塑料产品的样子和构造及其注塑机的种类等不一样而很有可能千姿百态,可是基础构造是一致的。模貝关键由浇注系统软件、控温系统软件、成形零件和构造零件构成。在其中浇注系统软件和成形零件是与塑料直接接触一部分,并随塑料和产品而转变,是模具中最繁杂,转变较大 ,规定模胚开发生产加工光滑度和精密度最大的一部分。塑料模具由动模和定模两一部分构成,动模安裝在注入成形机的挪动模板上,定模安裝在注入成形机的固定模板上。在注入成形时动模与定模合闭组成浇注系统软件和凹模,出模时动模和定模分离出来便于取下塑料产品。

注射模、压缩模、传送模、挤压模、吹塑模、热成形模等。注射模,规格高精度、高效率、不可以生产加工流通性差的才料。订制模胚压缩模,密实度性好、能生产加工流通性差的才料、高效率低、精密度低、机器设备简易。传送模,有注射和压缩的优势,但高效率较低,维护保养繁杂。吹塑,用于生产制造大容量薄壁零件,如口带、玻璃瓶。挤压,用于生产制造仅有平面图规格,长短较长的零件,如管道、电缆线皮。热成形,订制模胚用于生产制造大张口的薄壁商品,如一次性塑料饭盒、一次性塑料杯等。

丽水订制模胚制作流程:最先测绘工程产品,绘制产品图,随后分模,排出来模貝图,再就是按模貝图买模具钢材等一些零配件,随后就是依据工程图纸来加工,拼装成一副模貝,试件取得成功后,资金投入生产。加工层面的工艺流程依照产品来定,有线割,电火花机,CNC加工,数控车床,数控磨床,数控车床,烂花这些,这一依据产品加工工艺来定的。注入模、压缩模、传送模、挤压模、注塑模、热成形模等。注入模,规格高精度、高效率、不可以加工流通性差的才料。丽水订制模胚开发压缩模,密实度性好、能加工流通性差的才料、高效率低、精密度低、机器设备简易。传送模,有注入和压缩的优势,但高效率较低,维护保养繁杂。注塑,用以生产大容量厚壁零件,如口带、玻璃瓶。挤压,用以生产仅有平面图规格,长短较长的零件,如管道、电缆线皮。热成形,用以生产大张口的厚壁产品,如一次性塑料饭盒、一次性塑料杯等。

丽水订制模胚开发,最开始要管控的是品质。生产制造的在快,品质出难题,努力白费,还得提高成本费用,交期延迟。因而一定得把首样做好在生产制造。即便造成难题都不易有多情况严重。在有一点便是合理的排程表表计划方案。很多厂全是有做计划,但非常容易忽略便是模胚的特点务必的机械设备,调颜色的先后,这都是非常容易出品质难题,使交期时间延迟。模具产品注塑厂,而大伙儿也只务必能控制好这两个层面。品质和交期全是会做的很好。

模架本身压根沒有上,下摸之分,这就例如:二份砖放到一起,我们不能目的性的说上砖,下砖,假如存有下模下模的定义,学过物理的人都了解,它是必须一个参照或是参考点来讲的。最普遍的丽水订制模胚便是两开模,说白了的两开模,便是有两个关键的凹模,你能上下开模,还可以左右开模,因而,仅有在左右开模的工作情况下,才有下模,下模的实际意义存有。一般来说,左右开模是在高速冲床,浇注机,四柱液压机上更为普遍,而且在这类状况下,下模也称为动模,下模称为静模,这是由于,开模的情况下是机械设备组织推动动模升高,进行开模姿势,因此 ,模胚就出現了下模和下模。
一、订制模胚设计方案根据:尺寸精度两者之间有关尺寸的准确性。依据塑胶制品的全部商品上的实际要和作用来明确其外边品质和实际尺寸归属于哪一种:外型品质规定较高,尺寸精度规定较低的塑胶制品,如小玩具;多功能性塑胶制品,尺寸规定严苛;外型与尺寸都规定严格的塑胶制品,如数码相机。脱模斜度否有效。脱模斜度立即关联到塑胶制品的脱模和品质,即关联到注入全过程中,注入是不是能顺利开展:脱模斜度有充足;斜度要与塑胶制品在成形的分模或分模脸相融入;是不是会危害外型和壁厚尺寸的精度;是不是会危害塑胶制品某位置的抗压强度。二、丽水订制模胚设计方案程序流程:对塑胶制品图及实体线(式样)的剖析和消化吸收:A、产品的几何图形样子;B、尺寸、尺寸公差及设计方案标准;C、技术标准;D、塑胶名字、型号E、表层规定
 浙公网安备33028102001637号
浙公网安备33028102001637号



