
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

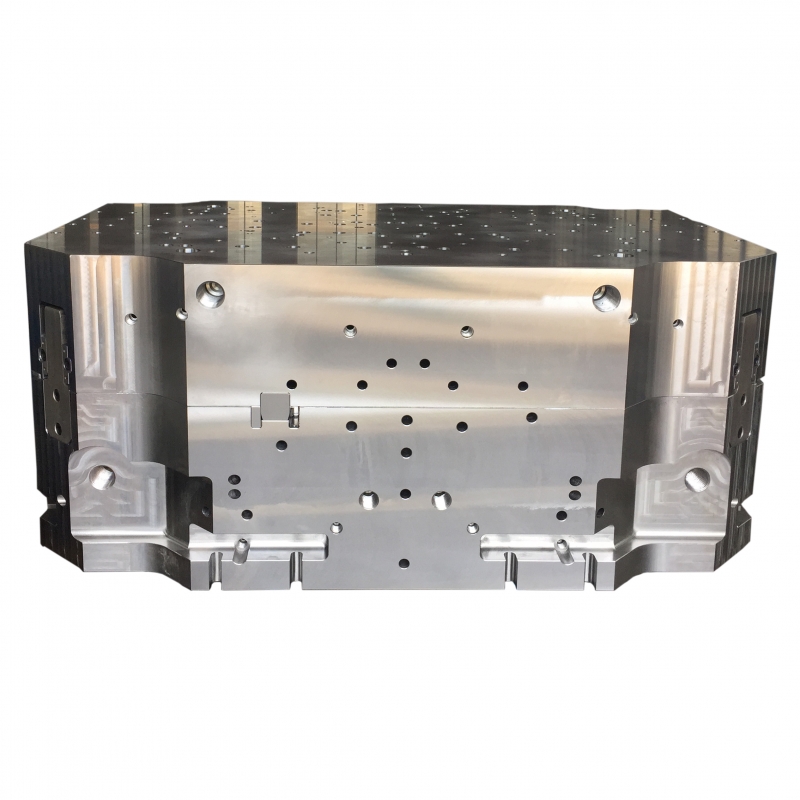
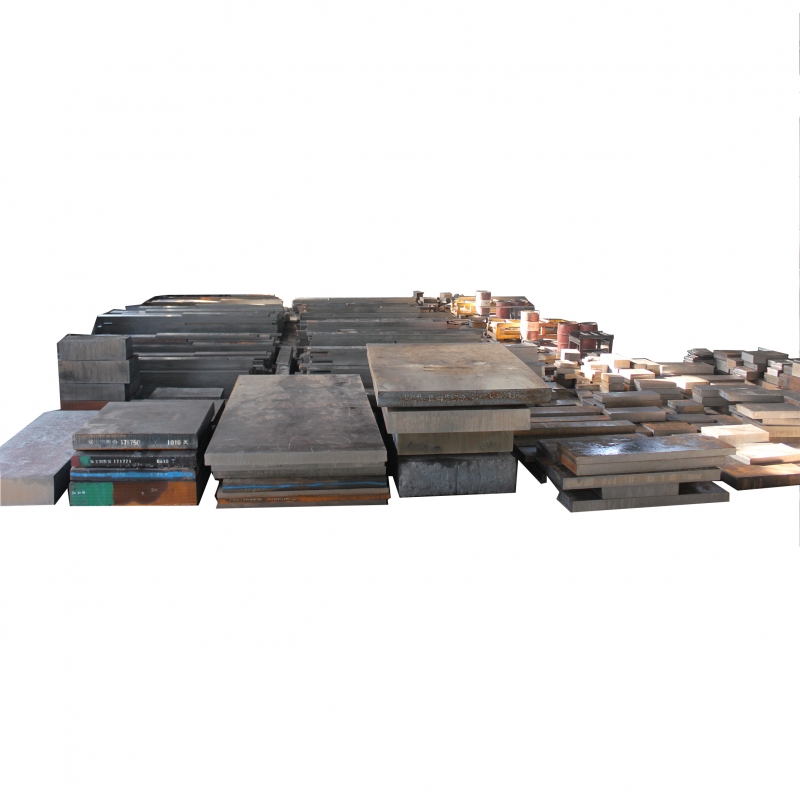
保定订制出口模胚是压铸模具之半产品产量,由各种各样不一样的厚钢板相互配合零件构成,能够说成全套压铸模具的框架。因为压铸模架及压铸模具所涉及到的生产加工有非常大差别,压铸模具制造商会挑选向压铸模架制造商购买模胚,利用彼此的生产优点,以提升总体生产品质及高效率。历经很多年的发展趋势,压铸模架生产领域已非常完善。压铸模具制造商除可按某些压铸模具要求,选购订制压铸模架外,也可挑选规范化压铸模架商品。规范压铸模架样式多样化,并且配送時间较短,乃至即买即用,为保定订制出口模胚开发出示更高的延展性。因而规范压铸模架的常识性正持续提升。
在我们收到一副订制出口模胚需定样试模时,大家一直期盼能早一些试出一个結果且祈祷全过程成功以防消耗施工时间并导致困惑.但在这里大家务必提示二点:A.模具在设备一开启就对模具开展查验,确认模具全部的组织是不是成功,假如难题马上终止动作以防多余的比较严重后,没有问题往复式动作多开展几回,开展下一个动作.B.开展射出去动作前,对模具锁力确认,第一模制成品只有射到八成饱模.没有问题时以一切正常条件试,确认试品合乎顾客规范,再开展下一个动作高压低压检测,髙压在一切正常的条件下高20PMa底压在一切正常条件下低10PMa.来开展保定订制出口模胚的剖析,请记全部的动作一定低压低带逐渐开展.

(1)当一新模芯逐渐生产加工时,先要查验订制出口模胚工件表面,用汽油清理整洁表面,使磨刀石面不容易沾到废弃物造成 丧失钻削的作用。(2)研粗纹时要按先难后容易的次序开展,尤其一些难研的盲区,较深底端要先研,(3)一部分工件很有可能有多份组拼在一起研光,要先各自研单独工件的粗纹或火纹路,后将全部工件拼齐研至光滑。(4)大平面图或侧平面图的工件,用食油石研去粗纹后再用竖直的钢片做透光性检验,查验是不是有高低不平或倒扣的欠佳状况出現,若有倒扣则会造成 制件出出口模胚艰难或制件挫伤。(5)为避免留意模貝工件研出倒扣或有一些迎合面需维护的状况,能用木工锯片黏贴或用打磨砂纸贴在旁边,那样可获得理想化的维护实际效果。
模架本身压根沒有上,下摸之分,这就例如:二份砖放到一起,我们不能目的性的说上砖,下砖,假如存有下模下模的定义,学过物理的人都了解,它是必须一个参照或是参考点来讲的。最普遍的保定订制出口模胚便是两开模,说白了的两开模,便是有两个关键的凹模,你能上下开模,还可以左右开模,因而,仅有在左右开模的工作情况下,才有下模,下模的实际意义存有。一般来说,左右开模是在高速冲床,浇注机,四柱液压机上更为普遍,而且在这类状况下,下模也称为动模,下模称为静模,这是由于,开模的情况下是机械设备组织推动动模升高,进行开模姿势,因此 ,出口模胚就出現了下模和下模。
一、保定订制出口模胚开发生产制造前的保养:模具生产制造前须对模具的表面的油渍,锈迹清除整洁查验锻造,塑料模具的冷却循环水孔是不是有异物,是不是有水路堵塞.二、生产制造中塑料模具的保养:1、清理模具分析面和排气管槽的异物胶丝,异物,油物等并查验模具的模具顶针是不是出现异常并按时上油.分模面、过流道面清理每日2次。正确引导梢、轴套、部位决策梢的踩油门每日一次。2、定期维护模具的水路是不是通畅,并对全部的拧紧镙丝开展拧紧.3、查验模具的行程开关是不是出现异常,斜销.斜导柱是不是出现异常.三、关机时保定订制出口模胚的保养:关机以前须先关掉制冷水路,吹净模具内的水路的余水,查验模具的表面是不是有残余的胶丝,异物等将其清除整洁后匀称喷上防锈油,精确填好有关纪录.台州黄岩西诺模具着眼于变成您的模具大管家,为您打造出高质量的塑料模具。

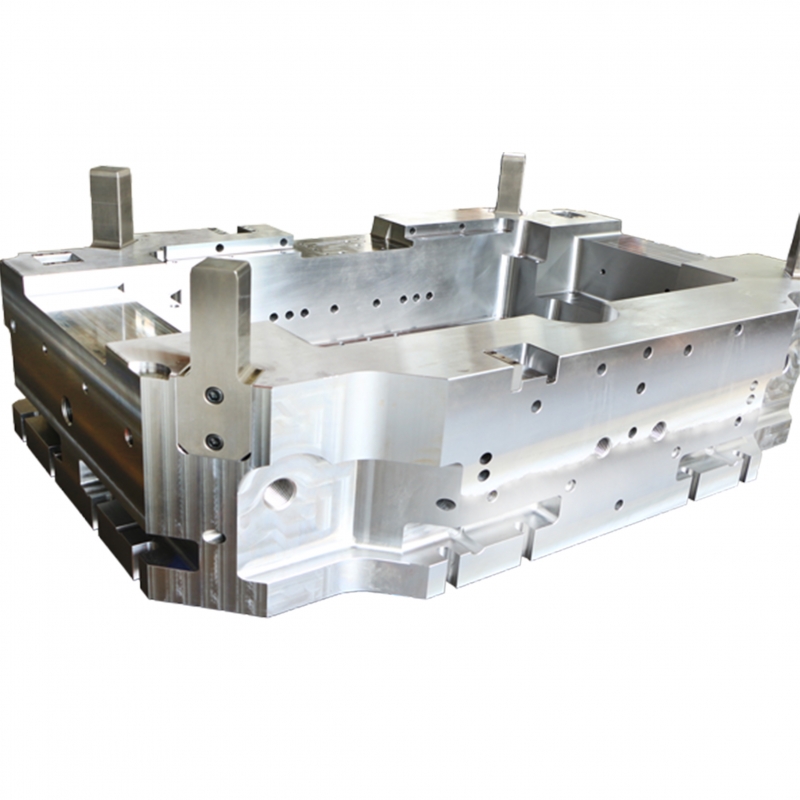
订制出口模胚是生产制造塑料产品的专用工具。它由几个零件构成,这类组成中有成型腔。在注射成型全过程中,将模具夹持在注射成型机里,将熔化塑料注射到成型腔中,在腔中制冷并成型,随后分离出来上模具和下模具,商品从腔中排出来并根据排出来系统软件离去模具,随后再度关掉订制出口模胚开展下一次注射成型。全部注塑加工全过程循环系统开展。依据成型方式的不一样,能够区划出不一样加工工艺规定相匹配的塑料生产加工模具种类,关键包含注塑加工模具、挤压成型模具、吸朔成型模具、高聚氨酯发泡聚乙烯成型模具等。
 浙公网安备33028102001637号
浙公网安备33028102001637号



