
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

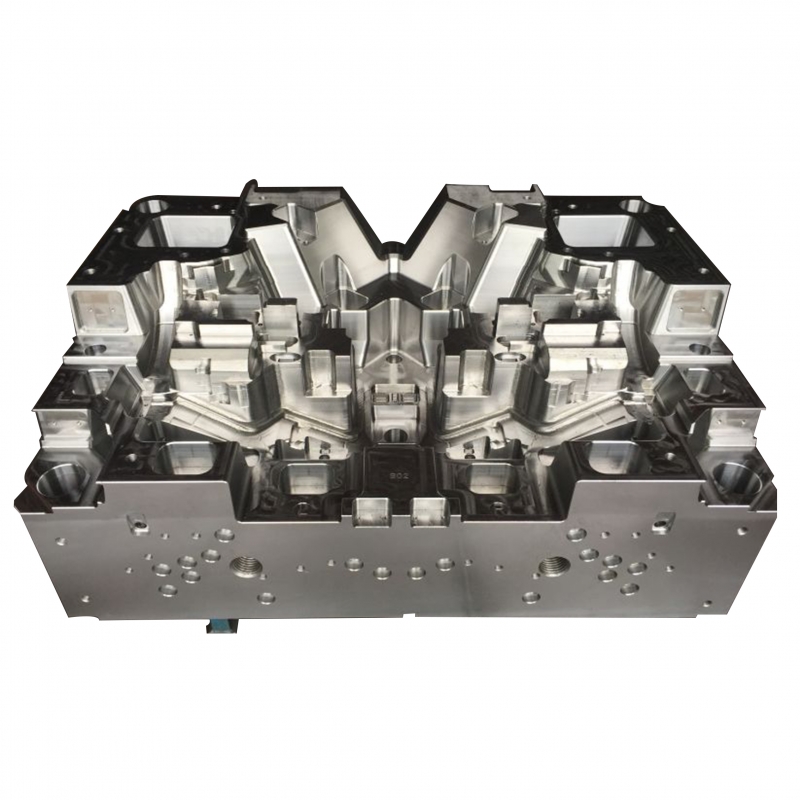
1.液体抛光是用髙速流动性的液體和磨料顆粒对工件表面开展清理,做到抛光的目地。常见的方式有磨料水射流加工、液體水射流加工、流体动力切削等。流体动力切削是在液压机驱动器下,使带上磨料顆粒的液體物质髙速穿过工件表面。2.磁性碾磨抛光是运用带磁磨料在电磁场功效下产生磨料刷对工件开展碾磨。该方式具备高效率、性价比高、加工工艺标准易操纵、工作中标准好等优势。适度的磨料能够使表面表面粗糙度做到ra0.1μm。3.机械设备抛光的基础方式:云浮订制非标模架加工中提及的抛光与别的行业所规定的表面抛光有非常大不一样。严格意义上来说,模貝的抛光应称之为镜面玻璃加工。非标模架不但对抛光自身有很高的规定,并且对表面平面度、光泽度和几何图形精密度也是有很高的规定。
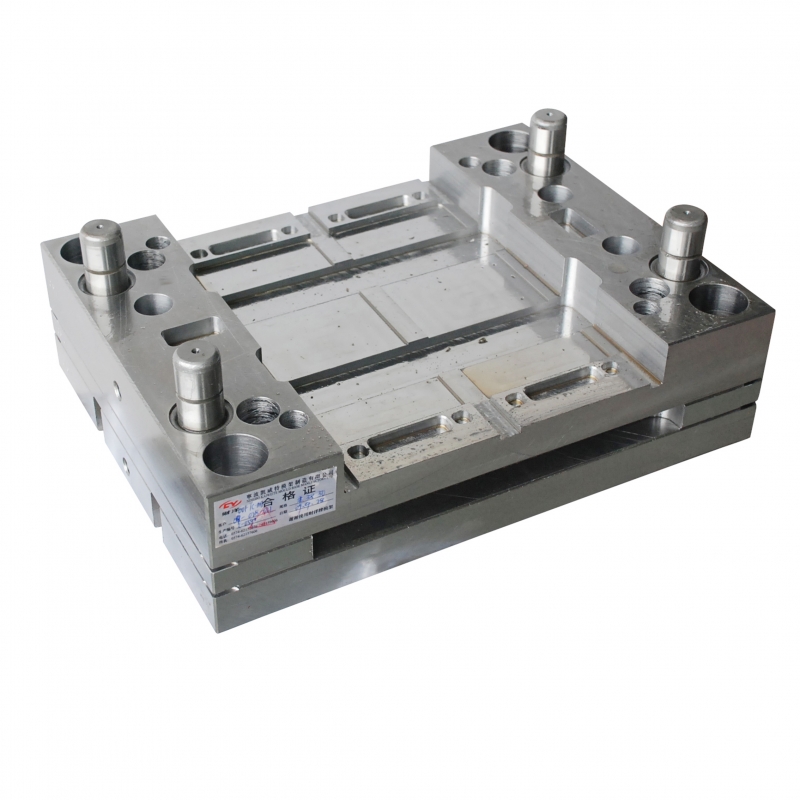
云浮订制非标模架开发工作中发展比较晚,加上宣传策划、落实和营销推广工作成效小,因而模架标准化落後於生产,更落後於全世界很多工业生产比较发达的我国。海外模具资本主义国家,如日本、英国、法国等,模具标准化工作中已有近100年的历史时间,模具规范的制定、模架标件的生产与供货,已产生了健全的体系。中国模架标准化体系包含四大类规范,即:模具基本规范、模具加工工艺产品质量标准、模具零部件规范及与模具生产有关的标准规范。现阶段中国现有约2万家云浮订制非标模架开发,模架生产拥有非常大发展趋势,但与工业生产生产规定对比,尚很不适合,在其中一个关键缘故便是模架标准化水平和水准不高。
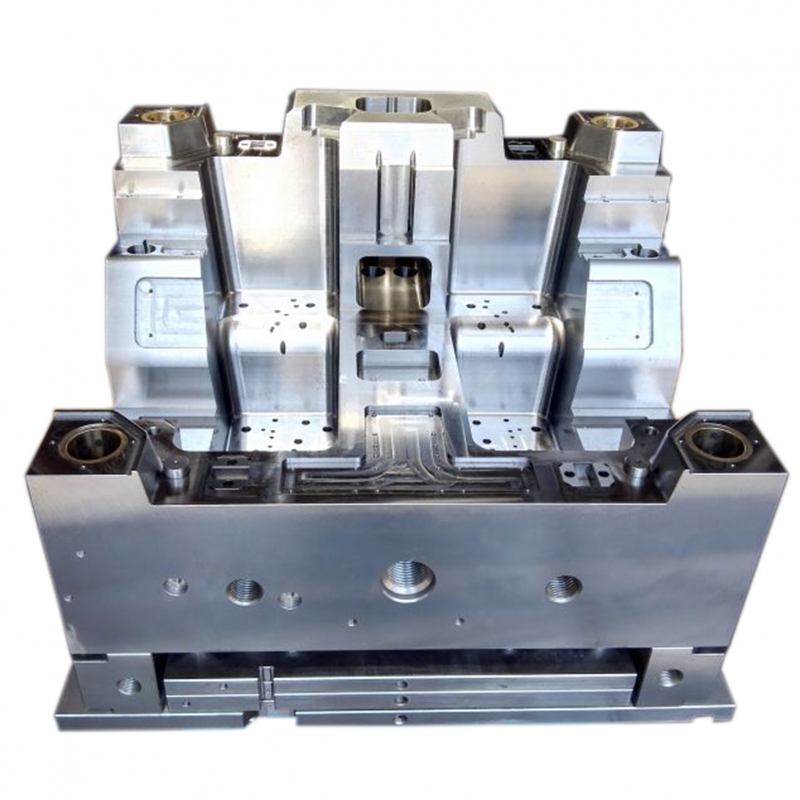
1.云浮订制非标模架导柱损害。导柱在模具中关键起导向性功效,以确保型芯和凹模的成形面在一切状况下互相碰撞,不可以以导柱做为承受力件或精准定位件用。在下列几类状况下,注入时动,定模将造成极大的侧面偏移力:(1).塑件壁厚规定不匀称时,料商品流通过厚壁管处速度大,在这里造成很大的工作压力;(2).塑件侧边不一样,如梯形分型面的模具,相对性的两边面所受的反工作压力不相同。2.订制非标模架动、定模偏移。大中型模具,因各向充料速度不一样,及其在装模时受模具自身重量的危害,造成动﹑定模偏移。在所述几类状况下,注入时侧面偏移力将加进导柱上,出模时导柱表层压光,损害,比较严重时导柱弯折或断开,乃至没法出模。为了更好地处理之上难题,在模具分型表面加设高韧性的精准定位键四面各一个,简单合理的是选用圆柱体键。导柱孔与分模面的平整度尤为重要。在生产加工时是选用动、定模指向部位夹持后,在铣床上一次镗完,那样可确保动、定模孔的同轴度,并使平整度误差值最少。除此之外,导柱及导柱的热处理工艺强度尽量做到设计方案规定。
云浮订制非标模架开发基础零件有:①成型零件,包括型腔、模座、各种各样成型芯,全是成型制品内、外表层或上、下内孔、侧孔、侧凹和外螺纹的零件。②支撑固定不动零件,包括模座板、固定不动板、支承板、保护层垫块等,用以固定不动模貝或支撑工作压力。③导向性零件,包括定位销和导柱,用以明确模貝或发布组织健身运动的相对位置。④抽芯零件,包括斜销、导轨滑块等,在模貝打开时用以抽出来主题活动型芯,使制品出模。⑤发布零件,包括摆杆、推管、推块、推件板、推件环、摆杆固定不动板、推板等,用以使制品出模。注塑模具多营销推广选用规范模架,这类模架是由构造、方式和规格早已规范化和通用化的基础零件成套设备组成,其模芯可依据制品样子自主生产加工。选用规范模架有益于减少订制非标模架制作周期时间。
 浙公网安备33028102001637号
浙公网安备33028102001637号



