
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
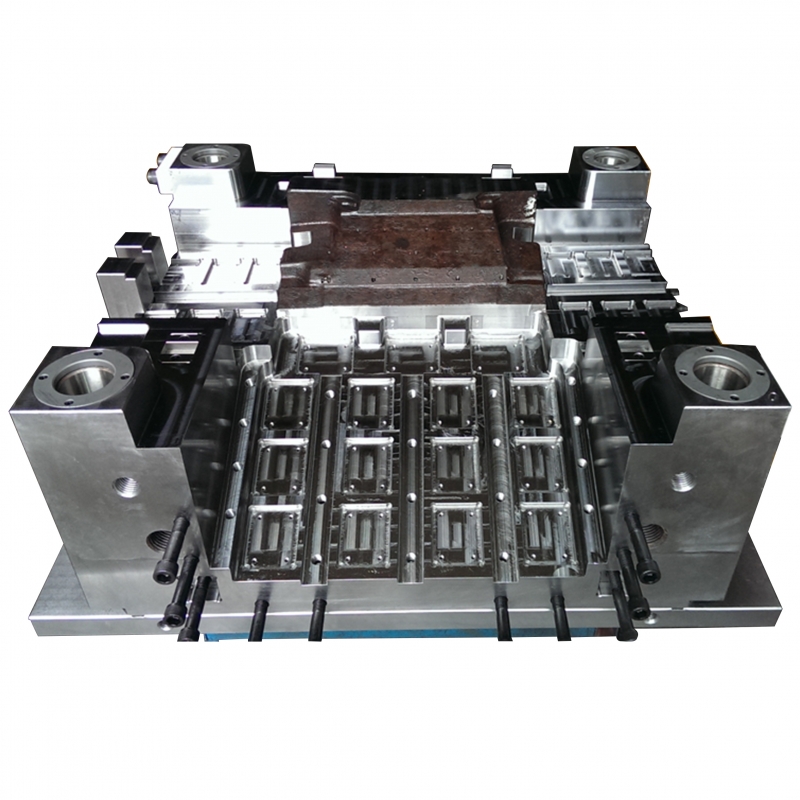
订制冷冲模胚是生产制造塑料产品的专用工具。它由几个零件构成,这类组成中有成型腔。在注射成型全过程中,将模具夹持在注射成型机里,将熔化塑料注射到成型腔中,在腔中制冷并成型,随后分离出来上模具和下模具,商品从腔中排出来并根据排出来系统软件离去模具,随后再度关掉订制冷冲模胚开展下一次注射成型。全部注塑加工全过程循环系统开展。依据成型方式的不一样,能够区划出不一样加工工艺规定相匹配的塑料生产加工模具种类,关键包含注塑加工模具、挤压成型模具、吸朔成型模具、高聚氨酯发泡聚乙烯成型模具等。
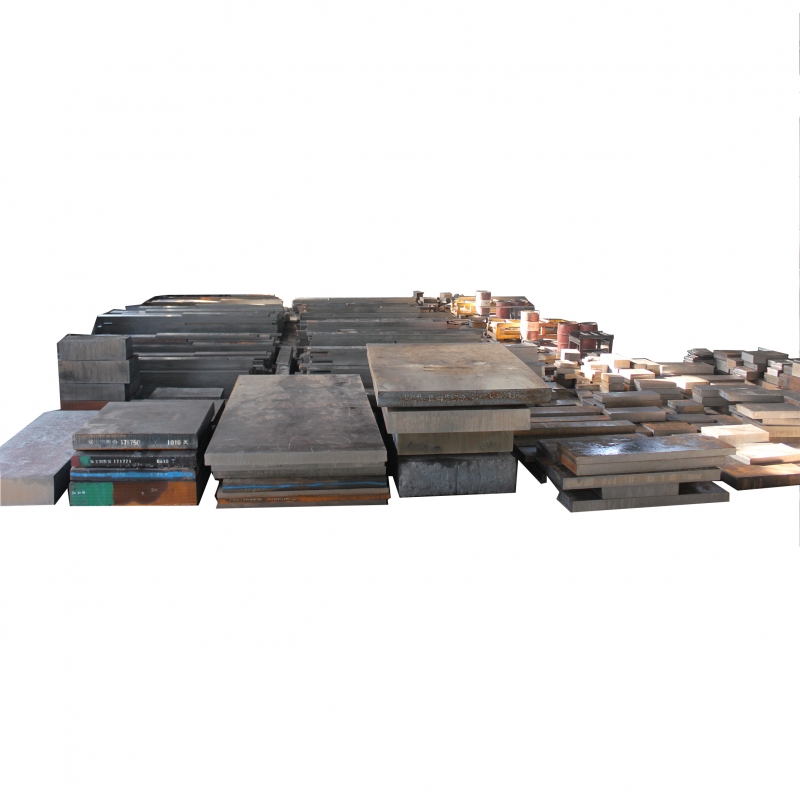
成型方法-可从二种基本原料类型中选择。A)热处理工艺合金钢,它能担负模铸、煅造和挤压成型成型时的相对高的温度。B)冷拔合金钢,订制冷冲模胚用以切料和裁剪、冷成型、热锻、冷锻和粉状冲装成型。塑料-一些塑料会导致浸蚀副产品,例如PVC塑料。长期性的停工导致的冷疑、浸蚀乙炔气体、酸、致冷/升温、水或储存规范等因素也会导致腐蚀。在这类情况下,极力推荐运用不锈钢板的订制冷冲模胚开发。磨具规格型号-规格很大磨具常常运用预硬钢。整体淬硬钢常常用以小规格型号磨具。
塑料在常温状态是玻璃态,若加温则变为弹力棉态,从而变为粘流态,进而具备优质的延展性,珠海订制冷冲模胚开发可以用很多高生产效率的成形方式来生产制造商品,那样便能节省原材料﹑节省施工时间,简单化加工工艺全过程,且对人力技朮规定低,易机构批量生产。1.收缩率或称缩水率。设计方案前一定先问供应商的缩水率,冲压模具时选用测算收缩率=常温下模貝规格-常温下塑料件规格;2.冷冲模胚比容和压缩系数。3.流动性。是塑料成型中一个很重要的要素,流动性好的易毛多边,设计方案时相互配合的空隙,气槽的深层等要依据不一样原材料的流动性设计方案规格。4.吸湿性。能源性及挥发性有机物成分。吸湿的塑料有的在塑料成形后立即放于水里让它吸满水时再开展应用,有的塑料吸湿性尤其大,占比有1:100。5.晶形。6.地应力裂开及熔血液裂。7.定形速率。
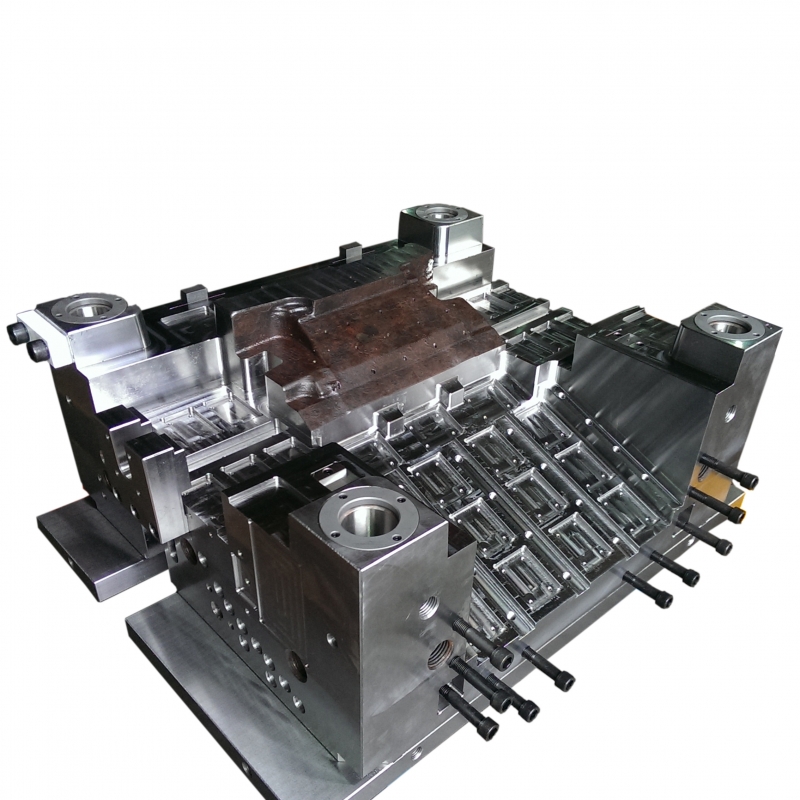
模具除其自身外,还必须模座、模胚、模仁造成 制品压射设备等,这种构件一般都做成通用性。模具企业必须做大做精,要依据市场的需求,及技术性、资产、机器设备等标准,明确市场定位和产品定位,这种作法特别是在非常值得中小型模具企业学习培训和借鉴,多管齐下逐步形成自身的技术性优点和品牌优势。因此 ,在我国冷冲模胚开发务必积极主动勤奋借鉴海外这种公司的工作经验,便于其将来更强的发展趋势。模具(mújù),工业化生产上用于注塑加工、注塑、挤压、铝压铸或铸造成型、冶炼厂、冲压模具等方式获得所需商品的各种各样模板和工具。简单点来说,冷冲模胚是用于制做成型物件的工具,这类工具由各种各样零件组成,不一样的模具由不一样的零件组成。

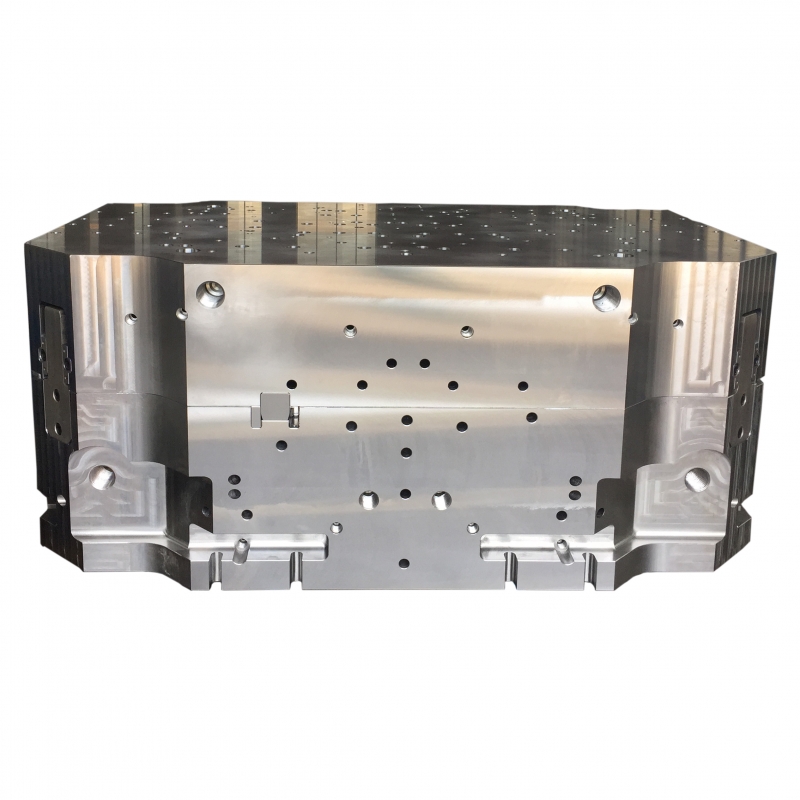
A.试件前,先查验订制冷冲模胚是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制冷冲模胚所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.
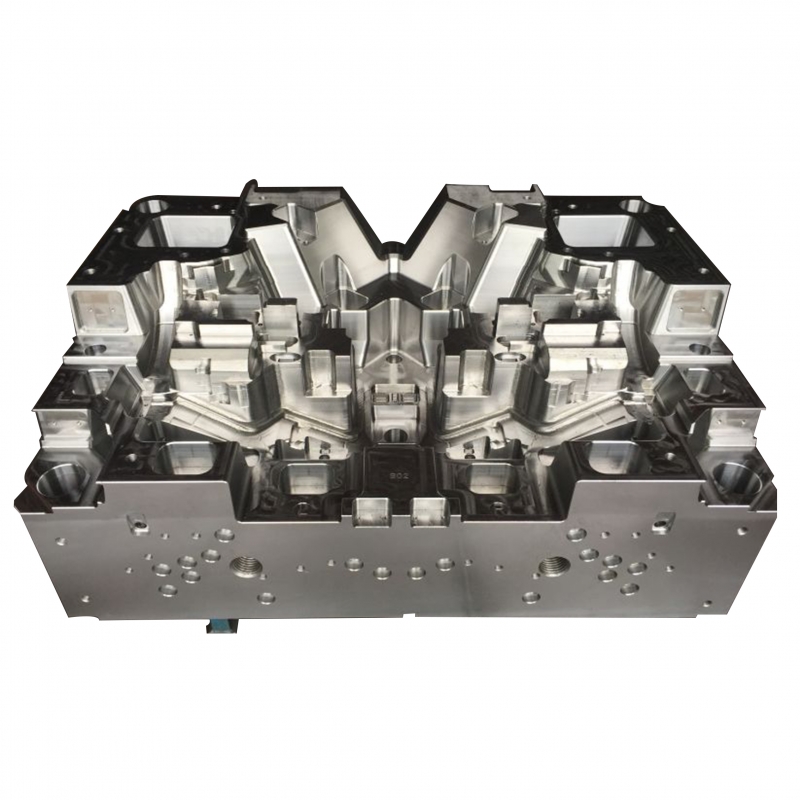
生产加工全过程中,尤其是工业化生产机械零件全过程中,各种各样多功能性零部件都需要靠珠海订制冷冲模胚成形。而如今愈来愈多的制造业企业利用塑料模架来开展零部件的生产制造,也为公司降低了产品成本。近些年,在我国塑料模架发展趋势快速。现阶段,订制冷冲模胚在全部模架领域中常占比例约为30%,在模架进出口贸易中的比例达到50~70%。伴随着中国设备、汽车、家用电器、电子信息技术和建材材料等社会经济主导产业的迅速发展趋势,这一占比还将不断提升。据预则,模架销售市场的整体趋热是稳定往上的,在未来的模架销售市场中,塑料模架的发展趋势速率将高过其他模架,在模架领域中的占比将明显提高。
 浙公网安备33028102001637号
浙公网安备33028102001637号



