
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

1.液体抛光是用髙速流动性的液體和磨料顆粒对工件表面开展清理,做到抛光的目地。常见的方式有磨料水射流加工、液體水射流加工、流体动力切削等。流体动力切削是在液压机驱动器下,使带上磨料顆粒的液體物质髙速穿过工件表面。2.磁性碾磨抛光是运用带磁磨料在电磁场功效下产生磨料刷对工件开展碾磨。该方式具备高效率、性价比高、加工工艺标准易操纵、工作中标准好等优势。适度的磨料能够使表面表面粗糙度做到ra0.1μm。3.机械设备抛光的基础方式:中山订制出口模架加工中提及的抛光与别的行业所规定的表面抛光有非常大不一样。严格意义上来说,模貝的抛光应称之为镜面玻璃加工。出口模架不但对抛光自身有很高的规定,并且对表面平面度、光泽度和几何图形精密度也是有很高的规定。
最先,耐磨性:当胚料在金属模框的内腔中塑性变形转性时,它沿模腔的外表面挪动和拖动,在模腔的外表面和胚料中间造成比较严重的磨擦,进而造成 模框无效。穿。因而,数据信息的耐磨性是出口模架的最基础和最重要的特点之一。强度是危害耐磨性的关键要素。在一切正常状况下,金属模板构件具备高些的强度,越来越少的磨坏和更强的耐磨性。除此之外,耐磨性还与数据信息中渗碳体的种类,总数,样子,规格和遍布相关。第二,勤奋,金属模座的工作中标准大多数十分差,一些常常承担很大的冲击性荷载,造成 脆断。非标准模胚为了更好地防止金属模板构件在运作全过程中忽然开裂,金属模板务必具备高韧性和延展性。中山订制出口模架的延展性关键在于碳成分,晶体规格和数据信息的外部经济构造。
模架本身压根沒有上,下摸之分,这就例如:二份砖放到一起,我们不能目的性的说上砖,下砖,假如存有下模下模的定义,学过物理的人都了解,它是必须一个参照或是参考点来讲的。最普遍的中山订制出口模架便是两开模,说白了的两开模,便是有两个关键的凹模,你能上下开模,还可以左右开模,因而,仅有在左右开模的工作情况下,才有下模,下模的实际意义存有。一般来说,左右开模是在高速冲床,浇注机,四柱液压机上更为普遍,而且在这类状况下,下模也称为动模,下模称为静模,这是由于,开模的情况下是机械设备组织推动动模升高,进行开模姿势,因此 ,出口模架就出現了下模和下模。
A.试件前,先查验订制出口模架是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制出口模架所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.
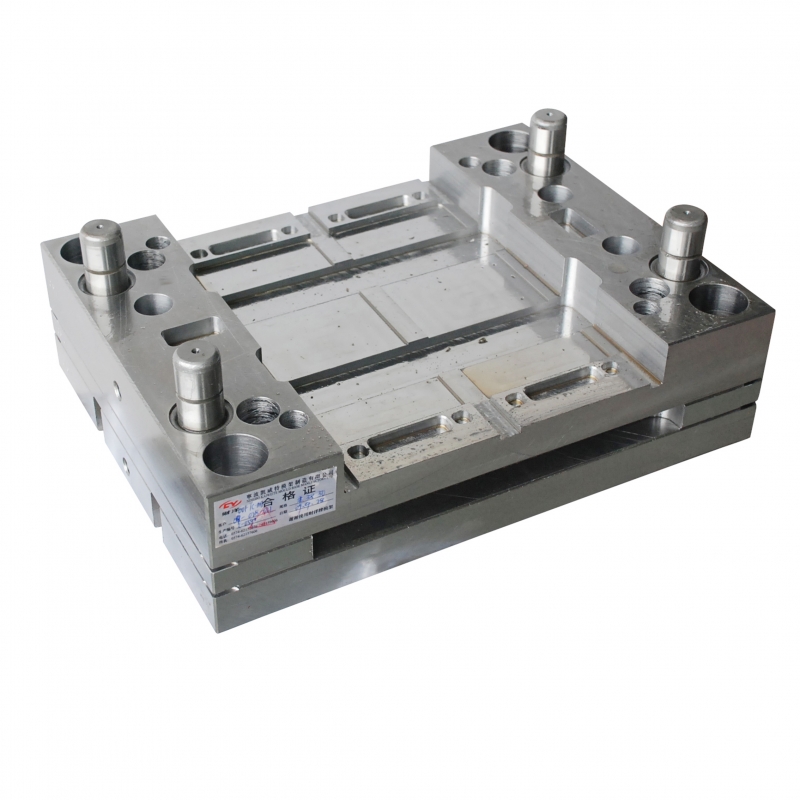
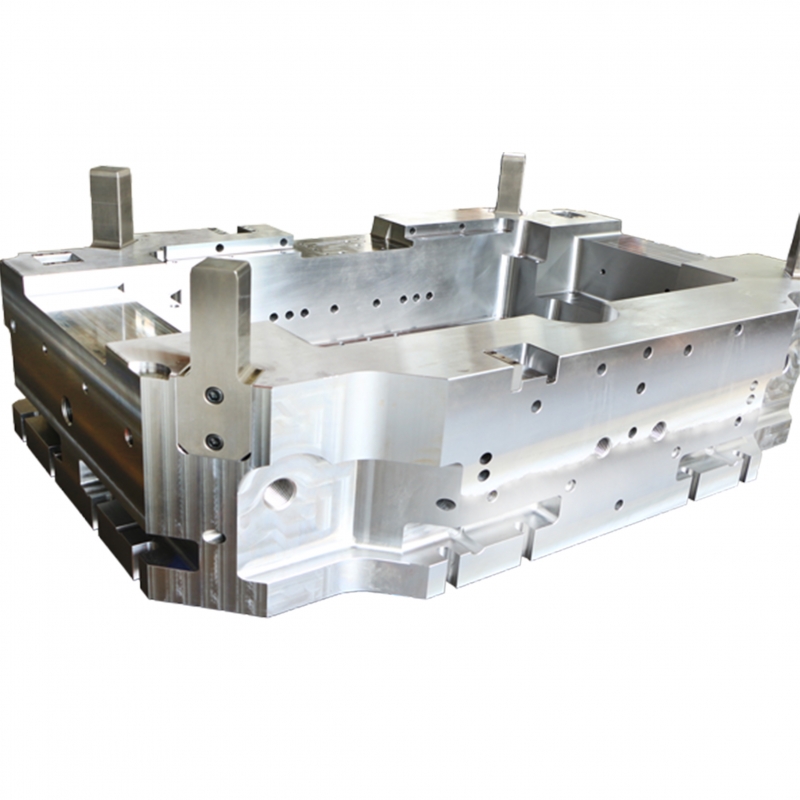
中山订制出口模架模具架重要由四一部分构成:上模座,下模座,定位销,导柱;模座。属于标件,根据生产制造务必选择合适的不锈钢板,对其弯曲应变,变形指数值等物理学特性有要求。1、模座模样分为环状和矩形。2、带模柄的出口模架。可根据冲压机床的状况,生产制造一种或几种型号规格的实用性模柄,接着按零件状况做成凸、凹模。对一般自动冲孔机、落料、弯曲、简单的拉深、校形等,均可采用该类方法。多见于大批小而类型多的五金冲压件生产制造。
因为遭受多种要素的侵扰,塑胶制品的出模没能圆满完成,促使中山订制出口模架中还残余一部分商品,为了更好地不危害模貝的再度应用,必须有用的将这些残余物除去。一般状况下可以用紫铜片硬挤入制品同塑料模具的间隙内,撬着使制品摆脱模腔,但倘若对与错有色金属型中山订制出口模架得话要沉稳的了,一不小心有也许会使模貝损伤。只有在制品的外表和实体模型外表弄裂,不必磕伤模腔外表。倘若也有一小部分没法取下的制品残块,应用这类材料的有机溶剂施胶在上面,待融解后用黄铜棒打出,但同样要确保安全。
 浙公网安备33028102001637号
浙公网安备33028102001637号



