
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号
最先,耐磨性:当胚料在金属模框的内腔中塑性变形转性时,它沿模腔的外表面挪动和拖动,在模腔的外表面和胚料中间造成比较严重的磨擦,进而造成 模框无效。穿。因而,数据信息的耐磨性是非标准模架的最基础和最重要的特点之一。强度是危害耐磨性的关键要素。在一切正常状况下,金属模板构件具备高些的强度,越来越少的磨坏和更强的耐磨性。除此之外,耐磨性还与数据信息中渗碳体的种类,总数,样子,规格和遍布相关。第二,勤奋,金属模座的工作中标准大多数十分差,一些常常承担很大的冲击性荷载,造成 脆断。非标准模胚为了更好地防止金属模板构件在运作全过程中忽然开裂,金属模板务必具备高韧性和延展性。清远订制非标准模架的延展性关键在于碳成分,晶体规格和数据信息的外部经济构造。

清远订制非标准模架开发铣削整个过程至少应分为三个工艺流程类型:粗加工、半精加工和精加工,有时甚至也是有超精加工(绝大部分是髙速钻削应用)。含量钻削当然是在半精加工工艺流程后为精加工而准备充分的。在每一个工艺流程上面应继续努力为下一个工艺流程留出遍布匀称的容积,这一点十分重要。倘若数控刀片绝对路径的方向和工作上负载很少有快速的变化,订制非标准模架的使用期限就将会提升,并更加可预测分析剖析。倘若将会,就应在专业设备上进行精加工工艺流程。这会在更短的调整和安裝時间内提高模具的图形精度和质量。
1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、清远订制非标准模架成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制非标准模架各一部分的抗压强度要用心剖析,测算成型零件工作中规格。

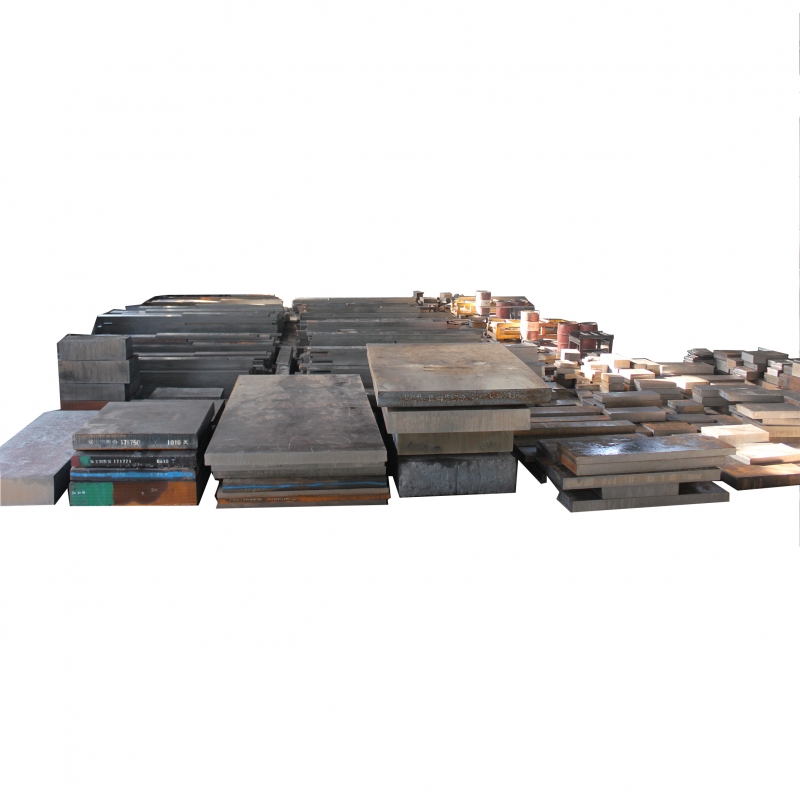
成型方法-可从二种基本原料类型中选择。A)热处理工艺合金钢,它能担负模铸、煅造和挤压成型成型时的相对高的温度。B)冷拔合金钢,订制非标准模架用以切料和裁剪、冷成型、热锻、冷锻和粉状冲装成型。塑料-一些塑料会导致浸蚀副产品,例如PVC塑料。长期性的停工导致的冷疑、浸蚀乙炔气体、酸、致冷/升温、水或储存规范等因素也会导致腐蚀。在这类情况下,极力推荐运用不锈钢板的订制非标准模架开发。磨具规格型号-规格很大磨具常常运用预硬钢。整体淬硬钢常常用以小规格型号磨具。

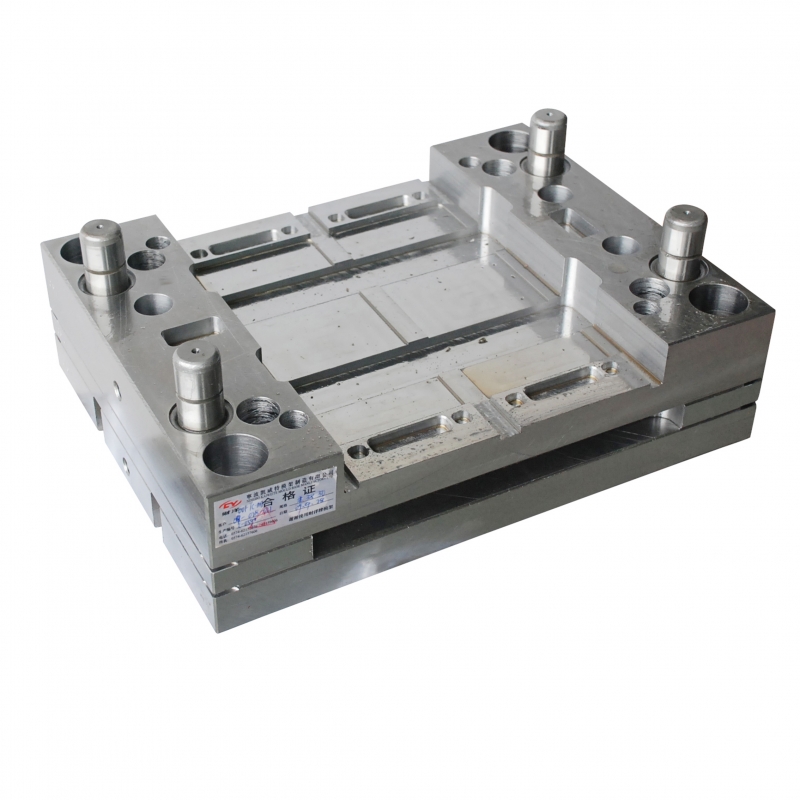
订制非标准模架是生产制造塑料产品的专用工具。它由几个零件构成,这类组成中有成型腔。在注射成型全过程中,将模具夹持在注射成型机里,将熔化塑料注射到成型腔中,在腔中制冷并成型,随后分离出来上模具和下模具,商品从腔中排出来并根据排出来系统软件离去模具,随后再度关掉订制非标准模架开展下一次注射成型。全部注塑加工全过程循环系统开展。依据成型方式的不一样,能够区划出不一样加工工艺规定相匹配的塑料生产加工模具种类,关键包含注塑加工模具、挤压成型模具、吸朔成型模具、高聚氨酯发泡聚乙烯成型模具等。
 浙公网安备33028102001637号
浙公网安备33028102001637号



