
咨询热线
0574-62152076


电 话:0574-62152076
手 机:18858211108
邮 箱:kwt@nbkwt.com
地 址:余姚市临山镇湖堤开发区92号

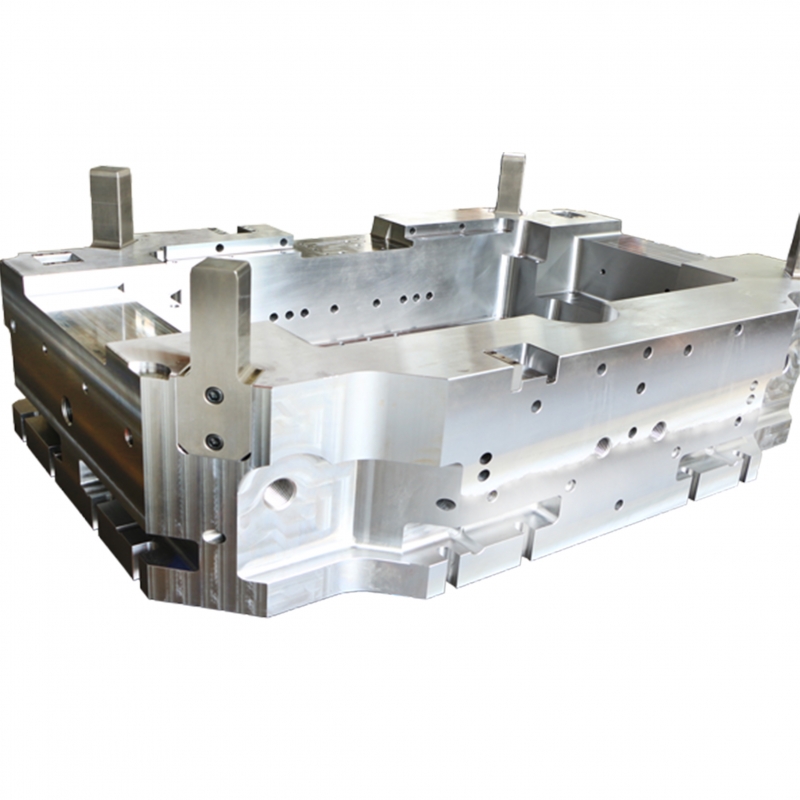
一、压人式模柄:规范标准模胚的压人式模柄是大伙儿最普遍的,一般都是在在安裝模座固定不变板和保护层垫块之莳直先将模柄压人模座内,压人时,将等值线保护层垫块放进综合服务平台上,用冲压机床将模柄压人下模座1/3互相配合面,检验、校正其对下模座的垂直度后,全部压人模座内,最后检查模柄圆上与下模座上平面设计图的垂直度,其误差不超0.05mmo模柄垂直度经检查合格后在生产生产加工骑缝章销钉孔或螺钉螺孔,并将销钉或镙丝放进孔边。最后将内螺纹在数控磨床上磨掉。二、旋人式与凸台式一体机模柄:旋人式模柄依据英制螺纹马上旋人上模座,标准模胚在检查模柄垂直度合格后,需生产制造骑缝章丝孔,并放进镙丝,除保证精度级别外,还可舫止模柄工作上转动.凸台式一体机模柄马上用3~4个内六角螺钉固定不变在上模座的沉孔内。

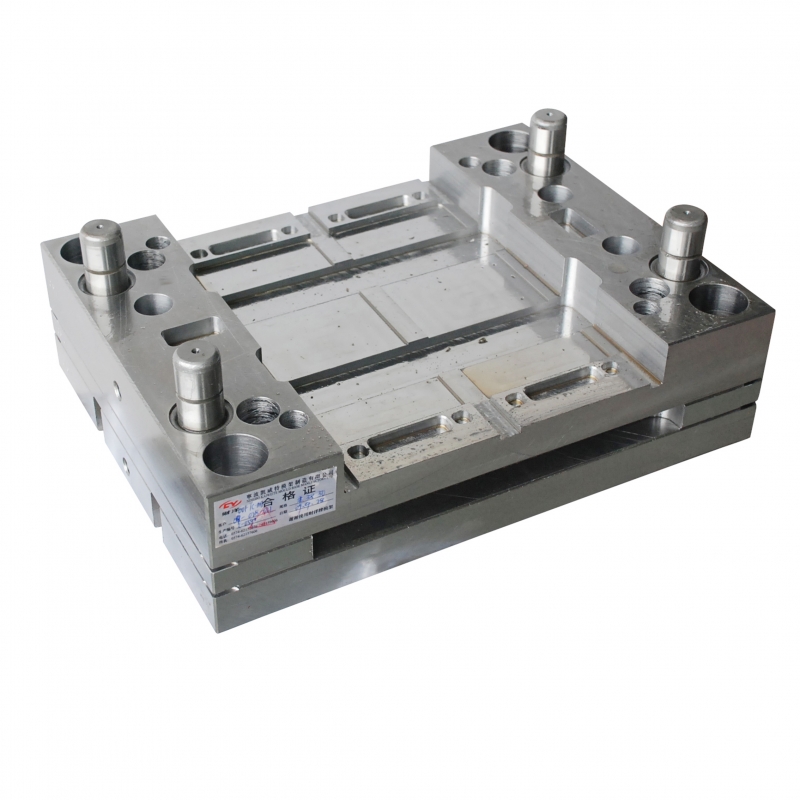
1.汕尾订制标准模胚导柱损害。导柱在模具中关键起导向性功效,以确保型芯和凹模的成形面在一切状况下互相碰撞,不可以以导柱做为承受力件或精准定位件用。在下列几类状况下,注入时动,定模将造成极大的侧面偏移力:(1).塑件壁厚规定不匀称时,料商品流通过厚壁管处速度大,在这里造成很大的工作压力;(2).塑件侧边不一样,如梯形分型面的模具,相对性的两边面所受的反工作压力不相同。2.订制标准模胚动、定模偏移。大中型模具,因各向充料速度不一样,及其在装模时受模具自身重量的危害,造成动﹑定模偏移。在所述几类状况下,注入时侧面偏移力将加进导柱上,出模时导柱表层压光,损害,比较严重时导柱弯折或断开,乃至没法出模。为了更好地处理之上难题,在模具分型表面加设高韧性的精准定位键四面各一个,简单合理的是选用圆柱体键。导柱孔与分模面的平整度尤为重要。在生产加工时是选用动、定模指向部位夹持后,在铣床上一次镗完,那样可确保动、定模孔的同轴度,并使平整度误差值最少。除此之外,导柱及导柱的热处理工艺强度尽量做到设计方案规定。
模架本身压根沒有上,下摸之分,这就例如:二份砖放到一起,我们不能目的性的说上砖,下砖,假如存有下模下模的定义,学过物理的人都了解,它是必须一个参照或是参考点来讲的。最普遍的汕尾订制标准模胚便是两开模,说白了的两开模,便是有两个关键的凹模,你能上下开模,还可以左右开模,因而,仅有在左右开模的工作情况下,才有下模,下模的实际意义存有。一般来说,左右开模是在高速冲床,浇注机,四柱液压机上更为普遍,而且在这类状况下,下模也称为动模,下模称为静模,这是由于,开模的情况下是机械设备组织推动动模升高,进行开模姿势,因此 ,标准模胚就出現了下模和下模。

汕尾订制标准模胚开发工作中发展比较晚,加上宣传策划、落实和营销推广工作成效小,因而模架标准化落後於生产,更落後於全世界很多工业生产比较发达的我国。海外模具资本主义国家,如日本、英国、法国等,模具标准化工作中已有近100年的历史时间,模具规范的制定、模架标件的生产与供货,已产生了健全的体系。中国模架标准化体系包含四大类规范,即:模具基本规范、模具加工工艺产品质量标准、模具零部件规范及与模具生产有关的标准规范。现阶段中国现有约2万家汕尾订制标准模胚开发,模架生产拥有非常大发展趋势,但与工业生产生产规定对比,尚很不适合,在其中一个关键缘故便是模架标准化水平和水准不高。
汕尾标准模胚分类方法许多 ,以往常应用的有:按模具结构方式分类,如单工艺流程模,小复式冲压模具等;按应用目标分类,如轿车遮盖件模具、电动机模具等;按生产加工原材料性质分类,如金属制造用模具,非金属材料制用模具等;按模具生产制造原材料分类,如硬质合金刀具模具等;按加工工艺性质分类,如拉深模、粉未冶金模、锻模等。这种类方法中,一些不可以全方位地体现各种各样模具的构造和成形制作工艺的特性,及其他们的应用作用。因此,选用以应用模具开展成形生产加工的加工工艺性质和应用目标为主导的综合性分类方法,将模具分成十大类,各种类标准模胚,又可依据模具结构、原材料、应用作用及其模具制作方式等分成多个小项或种类。
1、标准模胚必须开展热处理方法,提升它的硬度,确保有更厚啊的弯曲刚度。由于模具的应用的情况下会遭受很大的工作压力和滑动摩擦力,务必要确保模具样子及其规格的精密度可靠性,才能够确保模架可以应用更久的時间。而危害模具模架的耐磨性能有非常大的层面是因为遭受钢材之中的成分及其热处理工艺硬度的危害,因此当模具模架硬度提升了之后,它也便会有更为出色的耐磨性能了。2、钻削生产加工会对模具模架的特性有较长的危害,为了更好地让切削工具能够应用的更久,确保优良的加工性和减少表面粗糙度,在模具模架之中一定要应用适合的钢材。3、在汕尾订制标准模胚之中的应用的钢材务必要适度的开展打磨抛光解决,使它的表层更为的光洁,钢材之中的残渣不可以过多,在打磨抛光的情况下不容易有黑点及其橘皮状的难题出現等
 浙公网安备33028102001637号
浙公网安备33028102001637号



